
सीएनसी लेथ मशीन प्रोग्रामिंग को रहस्य से मुक्त करना इस ब्लॉग का मुख्य लक्ष्य है। इन ट्यूटोरियल्स के भीतर, एक विशाल दुनिया सामने आती है, जहां स्पिंडल मोटर, टूल बुर्ज, कैरिज स्लाइड और जटिल जी-कोड संचालन की महारत पहुंच के भीतर है। खराद की पूरी शक्ति का उपयोग करना सीखें, सटीकता के साथ प्रोग्राम करें और चरम दक्षता के लिए संचालन को अनुकूलित करें। ऐसी अंतर्दृष्टि प्राप्त करें जो वास्तविक दुनिया की विशेषज्ञता में परिवर्तित हो।
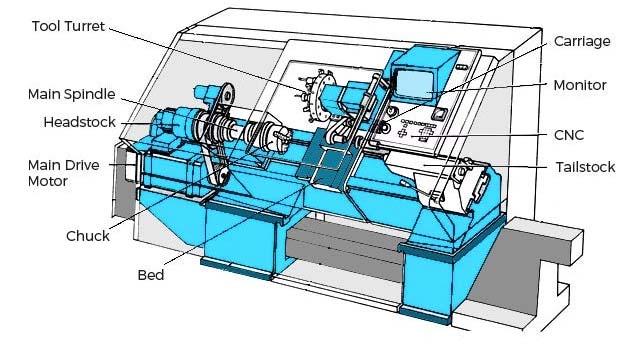
· स्पिंडल मोटर: अक्सर दिल मानी जाती है, मुख्य स्पिंडल को चलाती है। इसका RPM (प्रति मिनट क्रांतियाँ) मशीन की गति क्षमताओं को परिभाषित करता है।
· टूल बुर्ज: कई काटने के उपकरण रखता है। यह त्वरित उपकरण परिवर्तन, दक्षता बढ़ाने की अनुमति देता है।
· कैरिज स्लाइड: अनुमति देता है क्षैतिज आंदोलन। उपकरण को वर्कपीस के सामने सटीक स्थिति में रखता है।
· बेड रेल: एक मजबूत नींव - सीधे उपकरण की गति सुनिश्चित करती है।
· टेलस्टॉक: अंत में स्थित, लंबे वर्कपीस के लिए समर्थन प्रदान करता है।
· चक: वर्कपीस को मजबूती से पकड़ता है, और सटीक, सुचारू संचालन सुनिश्चित करता है।
· टूल पोस्ट: गाड़ी पर, काटने के उपकरण सुरक्षित करता है।
· लीड स्क्रू: उपकरण की गति को निर्देशित करता है, और रोटरी गति को रैखिक गति में परिवर्तित करता है।
· नियंत्रण कक्ष: आपका कमांड सेंटर। यहां से, ऑपरेटर आवश्यक डेटा इनपुट करते हैं।
· फीडबैक सिस्टम: परिशुद्धता के लिए अभिन्न। मशीन की गतिविधियों पर लगातार निगरानी रखता है, उन्हें समायोजित करता है।
· बॉल स्क्रू: वे रोटरी को रैखिक गति में परिवर्तित करते हैं। सटीक उपकरण संचलन सुनिश्चित करें.
· एक्सिस मोटर्स: मशीन की कुल्हाड़ियों को चलाएँ। आंदोलन की दिशा और गति को परिभाषित करें।
· शीतलक प्रणाली: ठंडा करने वाले तरल पदार्थ वितरित करता है। उपकरण के जीवन को बढ़ाता है, चिकनी कटौती सुनिश्चित करता है।
· लीनियर गाइड: टूल मूवमेंट में सहायता करता है। घर्षण कम करता है, सटीकता बनाए रखता है।
· सुरक्षा कवच: ऑपरेटरों को उड़ने वाले मलबे और आकस्मिक स्पर्श से बचाता है।
जी कोड सीएनसी संचालन के लिए सार्वभौमिक भाषा है। यह गति, गति और दिशा तय करता है। प्रत्येक G-कोड संख्या एक विशिष्ट कार्य से मेल खाती है, जैसे रैखिक गति के लिए G01।
एम कोड मशीन के कार्यों को नियंत्रित करता है। इसके अलावा, यह शीतलक को सक्रिय करता है, उपकरण बदलता है, और भी बहुत कुछ करता है। उदाहरण के लिए, M03 स्पिंडल टर्निंग शुरू कर सकता है।
सीएनसी लेथ मशीन प्रोग्रामिंग में, रैखिक इंटरपोलेशन दो बिंदुओं के बीच एक सीधा रास्ता बनाता है। G01 कमांड का उपयोग करके, आप टूल को X, Z अक्षों के साथ निर्देशित करते हैं।
नक्काशी से पहले, उपकरण की सही स्थिति सुनिश्चित करें। उपकरण ऑफसेटिंग विचलन के लिए समायोजन करता है। G10 के साथ, सुधार वास्तविक समय में होते हैं, जिससे सटीकता सुनिश्चित होती है।
फेस टर्निंग वर्कपीस के अंत को संबोधित करता है। G90 कोड पूर्ण स्थिति निर्धारण में सहायता करता है। चेहरे को मोड़ने की सटीक प्रक्रियाओं से चिकनी फिनिश मिलती है।
व्यास मोड़ने से बेलनाकार वर्कपीस का आकार बनता है। सटीक आयाम के लिए G92 पर भरोसा करें। हमेशा याद रखें, परिशुद्धता सही भागों को सुनिश्चित करती है।
ड्रिलिंग से छेद बनते हैं. G81 चक्र बुनियादी ड्रिलिंग आरंभ करता है। गहराई, गति और उपकरण की स्थिति सफल ड्रिलिंग परिणाम निर्धारित करती है।
दोहन आंतरिक सूत्र बनाता है. G84 का उपयोग करके, स्पिंडल रोटेशन को रैखिक गति के साथ सिंक्रनाइज़ करें। सुनिश्चित करें कि नल फिट होने के लिए छेद के आयामों से मेल खाते हों।
ये पूर्वनिर्धारित परिचालन क्रम हैं। G73, G76, G89 विशिष्ट कोड हैं। डिब्बाबंद साइकिलें सीएनसी संचालन को सरल बनाती हैं, दक्षता बढ़ाती हैं।
वक्र तैयार करना? आर्क इंटरपोलेशन महत्वपूर्ण है. दक्षिणावर्त चापों के लिए G02 और वामावर्त चापों के लिए G03 का उपयोग करने से घुमावदार पथ सरल हो जाते हैं।
धागे पकड़ और कनेक्शन प्रदान करते हैं। G76 कमांड थ्रेड्स को कुशलता से काटता है। उचित सिंक्रनाइज़ेशन और उपकरण की स्थिति इष्टतम परिणाम देती है।
गहरे छिद्रों के लिए, G83 एक रक्षक है। पेक ड्रिलिंग से चिप्स टूट जाते हैं, जिससे जाम लगने से बचाव होता है। इष्टतम पेक गहराई उपकरण को टूटने से बचाती है।
G70 कमांड एक सहज फिनिश प्रदान करते हैं। रफ कट के बाद, G70 वर्कपीस को पॉलिश करता है। प्रत्येक उत्कृष्ट कृति एक त्रुटिहीन समाप्ति की हकदार है।
प्रारंभिक कटौती के लिए G71 की आवश्यकता है। यह सामग्री को तुरंत हटा देता है, परिष्करण की तैयारी करता है। रफ पास पूर्णता के लिए मंच तैयार करते हैं।
पार्टिंग मुख्य स्टॉक से वर्कपीस को काट देती है। विशिष्ट मापदंडों के साथ टी-टूल का उपयोग करें। उचित फ़ीड दर और गहराई स्वच्छ विभाजन सुनिश्चित करती है।
मुख्य धुरी का सक्रियण M3 के साथ होता है। सही आरपीएम मायने रखता है। सुचारू संचालन सही स्पिंडल गति पर निर्भर करता है।
स्पिंडल को रोकने के लिए M5 की आवश्यकता होती है। सुरक्षा और रखरखाव इसके महत्व को रेखांकित करता है। प्रत्येक ऑपरेशन को एक शुरुआत और अंत की आवश्यकता होती है।
कार्यों के बाद, उपकरणों को मूल स्थान पर लौटाना महत्वपूर्ण है। G28 उपकरण घर भेजता है। दोहराव के लिए हमेशा ज्ञात बिंदु से प्रारंभ करें।
विभिन्न कार्यों के लिए विभिन्न उपकरणों की आवश्यकता होती है। टूल परिवर्तक टूल को निर्बाध रूप से स्विच करते हैं। टी कोड, एम6 के साथ मिलकर, दोषरहित टूल परिवर्तन निष्पादित करते हैं।

सीएनसी लेथ मशीन प्रोग्रामिंग में मिरर इमेजिंग ऑफर शुद्धता. किसी वर्कपीस के कोड को फ़्लिप करने से, बाएँ और दाएँ दोनों भाग निर्बाध रूप से निर्मित हो जाते हैं। प्रतिबिंबित भागों के बीच संक्रमण कुशल हो जाता है।
पेचदार अंतर्वेशन
नाली प्रोग्रामिंग
मल्टी-स्टार्ट थ्रेड्स
वेरिएबल पेकिंग
कठोर दोहन
टेपर टर्निंग
G76 फाइन थ्रेडिंग
उन्नत उपकरण पथ
उप-नियमित प्रोग्रामिंग
एकाधिक पुनरावृत्ति
बी-अक्ष संचालन
जटिल प्रोफाइल
M98 सबप्रोग्राम कॉल
M99 अंत उपप्रोग्राम
M98 कॉल के बाद, M99 कमांड सबप्रोग्राम पूरा होने का संकेत देता है। यह मुख्य और सहायक कार्यक्रमों के बीच सहज परिवर्तन सुनिश्चित करता है। | तकनीक | आवेदन | मशीन की आवश्यकता | जटिलता स्तर | टूलींग | चक्र समय में कमी (%) |
उद्योग उपयोग | मिरर इमेजिंग | सममित भाग | दोहरी-अक्ष सीएनसी | मध्यम | मानक | 10-15 |
एयरोस्पेस | पेचदार अंतर्वेशन | छेद ड्रिलिंग, आर्क्स | 4-अक्ष सीएनसी | उच्च | अंत मिलें | 15-25 |
ऑटोमोटिव | नाली प्रोग्रामिंग | अवकाश, अंडरकट्स | खराद | मध्यम | ग्रूविंग | 5-10 |
जनरल एमएफजी. | मल्टी-स्टार्ट थ्रेड्स | तेज़ थ्रेड जुड़ाव | मल्टी-स्पिंडल सीएनसी | उच्च | धागा | 10-20 |
जलगति विज्ञान | वेरिएबल पेकिंग | गहरे छेद की ड्रिलिंग | पेक चक्र के साथ सीएनसी | निम्न से मध्यम | अभ्यास | 20-30 |
तेल गैस | कठोर दोहन | सटीक सूत्र निर्माण | सिंक स्पिंडल के साथ सीएनसी | उच्च | टीएपीएस | 10-15 |
एयरोस्पेस | टेपर टर्निंग | शंक्वाकार आकार | ऑफसेट के साथ खराद | मध्यम | मोड़ | 5-10 |
धातु | G76 फाइन थ्रेडिंग | सटीक थ्रेडिंग | जी-कोड सप्लिमेंट के साथ सीएनसी। | उच्च | धागा | 5-15 |
उपकरण | उन्नत उपकरण पथ | जटिल आकृतियाँ | 5-अक्ष सीएनसी | बहुत ऊँचा | मल्टी | 20-35 |
एयरोस्पेस | उप-नियमित प्रोग्रामिंग | संचालन दोहराएँ | उन्नत सीएनसी | मध्यम | मानक | 10-20 |
जनरल एमएफजी. | एकाधिक पुनरावृत्ति | बैच उत्पादन | मेमोरी के साथ सीएनसी | कम | मानक | 15-25 |
बड़े पैमाने पर उत्पादन | बी-अक्ष संचालन | कोणीय मशीनिंग | बहु-अक्ष सीएनसी | उच्च | जटिल | 10-20 |
उपकरण एवं डाई | जटिल प्रोफाइल | कस्टम आकार और रूप | 5-अक्ष सीएनसी | बहुत ऊँचा | विशेष | 15-30 |
सांचा बनाना | M98 सबप्रोग्राम कॉल | मॉड्यूलर प्रोग्रामिंग | जी-कोड सप्लिमेंट के साथ सीएनसी। | मध्यम | मानक | 10-15 |
जनरल एमएफजी. | M99 अंत उपप्रोग्राम | मॉड्यूलर कार्यक्रम का अंत | जी-कोड सप्लिमेंट के साथ सीएनसी। | कम | कोई नहीं | एन/ए |
जनरल एमएफजी.

चक्र समय में कमी
ड्राई रन
75e1
वायु कटौती को न्यूनतम करना
इष्टतम फ़ीड दरें
कुशल उपकरण पथ
उपकरण घिसाव मुआवजा
निरंतर सतही गति
टूल परिवर्तन को न्यूनतम करना
थर्मल विस्तार
वर्कपीस होल्डिंग
अनुकूली समाशोधन
न्यूनतम स्नेहन
हाई-स्पीड मशीनिंग
डाउनटाइम कम करना
त्रुटि निवारण
अपना कोड साफ-सुथरा और सरल रखें. अव्यवस्थित प्रोग्राम अधिक सुचारू रूप से चलते हैं। स्पष्टता के लिए जी-कोड कमांड का प्रभावी ढंग से उपयोग करें। सीएनसी कार्यक्रमों का अनुकरण और परीक्षण! टक्कर की पहचान हुई है
LATHE मशीन
पथ विज़ुअलाइज़ेशन
आभासी मशीनिंग
कोड सत्यापन
सामग्री हटाना
सहनशीलता की जाँच
मशीन किनेमेटिक्स
ड्राई रन
गति समायोजन
फ़ीड ओवरराइड
वास्तविक समय में निगरानी
परीक्षण में कटौती
बैकप्लॉटिंग
आभासी जांच
गति विश्लेषण
अंततः, कोई भी कार्यक्रम मुद्दों को संप्रेषित करेगा। त्रुटि संदेश ऑपरेटरों का मार्गदर्शन करते हैं, उन क्षेत्रों को उजागर करते हैं जिन पर ध्यान देने की आवश्यकता है, चाहे वह सॉफ़्टवेयर गड़बड़ियाँ हों या हार्डवेयर खराबी। टूलींग चयन और प्रोग्रामिंग एकीकरण! उपकरण सामग्री
सीएनसी खराद मशीन
उपकरण ज्यामिति
फायदे.
सुनिश्चित करें कि आपने उचित धारक का चयन किया है। BT30, CAT40, और HSK सामान्य किस्में हैं। खराद मशीन के साथ संगतता दक्षता सुनिश्चित करती है।
आरपीएम (प्रति मिनट क्रांतियाँ) और आईपीएम (इंच प्रति मिनट) मायने रखते हैं। सही मान डायल करने से कट अनुकूलित हो जाता है। अनुचित सेटिंग्स उपकरण या सामग्री को नुकसान पहुंचा सकती हैं।
बाढ़ शीतलक और धुंध शीतलक अलग दिखते हैं। बाढ़ शीतलक उपकरण को डुबो देता है, जबकि धुंध महीन बूंदों का उपयोग करती है। उचित शीतलन उपकरण के जीवन को बढ़ाता है।
यह एक ऐसी चिंता है जिसे प्रत्येक ऑपरेटर को प्राथमिकता देनी चाहिए। नियमित निरीक्षण अप्रत्याशित रुकावटों को रोकता है। टूट-फूट उत्पाद की अखंडता से समझौता करती है।
सामग्री के लिए सही इन्सर्ट चुनें. सीएनएमजी, डब्ल्यूएनएमजी, और डीएनएमजी लोकप्रिय आकार हैं। प्रत्येक अलग-अलग टर्निंग ऑपरेशन करता है।
आंतरिक कटौती के लिए महत्वपूर्ण. सुनिश्चित करें कि बार का व्यास प्रोजेक्ट से मेल खाता हो। मजबूत बोरिंग बार कंपन को कम करते हैं, परिशुद्धता को बढ़ावा देते हैं।
मिलिंग परिचालन के लिए अभिन्न। फ्लैट, बॉल और कॉर्नर रेडियस मिलों के विशिष्ट अनुप्रयोग हैं। वांछित सतह फिनिश प्राप्त करने के लिए बुद्धिमानी से चयन करें। अभ्यास छेद बनाने के लिए सही ड्रिल का निर्धारण करें। ट्विस्ट ड्रिल और स्पैड ड्रिल विविधताएं प्रदान करते हैं। प्रत्येक ड्रिल प्रकार की एक विशिष्ट गहराई और व्यास सीमा होती है।
सटीक छेद आकार प्राप्त करने के लिए बिल्कुल सही। इसके बाद इसका प्रयोग करें
सटीकता बढ़ाने के लिए. आकार चयन सर्वोपरि है.
सहजता से आंतरिक धागे बनाएं। सर्पिल और सीधी बांसुरी वाले नल मौजूद हैं। प्रत्येक अद्वितीय थ्रेडिंग क्षमताएं प्रदान करता है।
सीएनसी लेथ मशीन प्रोग्रामिंग, टूल लाइब्रेरी स्टोर और रिकॉल टूल पैरामीटर के लिए आवश्यक। कुशल पुस्तकालय उत्पादन प्रक्रिया को सुव्यवस्थित करते हैं।
औजार का क्षरण
चरण-दर-चरण एकीकरण ट्यूटोरियल!
अपने CAD डिज़ाइन को CNC सॉफ़्टवेयर में आयात करके आरंभ करें। निर्बाध एकीकरण के लिए DXF, DWG, या IGES जैसे प्रारूपों का उपयोग करें।
आगे की कार्रवाई से पहले, सुनिश्चित करें कि आपके डिज़ाइन के आयाम आपकी सामग्री के आकार से मेल खाते हों। सटीक निष्पादन के लिए सॉफ़्टवेयर के भीतर मॉडलों को उचित रूप से स्केल करें।
इसके बाद, वह पथ निर्धारित करें जिसका अनुसरण आपका टूल करेगा। M06 (उपकरण परिवर्तन) या G01 (रैखिक चाल) यहां देखे गए सामान्य G-कोड कमांड हो सकते हैं।
वास्तविक समय निष्पादन से पहले, एक सिमुलेशन चलाएँ। टूल मूवमेंट में किसी भी संभावित त्रुटि, ओवरलै











