उत्कृष्ट गुणवत्ता और प्रतिस्पर्धी मूल्य
उत्कृष्ट गुणवत्ता और प्रतिस्पर्धी मूल्य
 ऑनलाइन तकनीकी सहायता
ऑनलाइन तकनीकी सहायता
 बकाया सीएनसी मशीन ब्रांड
बकाया सीएनसी मशीन ब्रांड




यांगसेन मशीन टूल्स उच्चतम मानकों के अनुसार बनाए गए हैं और हमारे पास 500 से अधिक कर्मचारी हैं जो सर्वोत्तम स्तर की सेवा प्रदान करने के लिए प्रतिबद्ध हैं।
सीएनसी मशीन टूल्स नीचे। बस ईमेल द्वारा हमारी टीम से संपर्क करें info@cncyangsen.com या हमें +86-592-6682467 पर कॉल करें या व्हाट्सएप/वीचैट पर हमसे संपर्क करें +86 18359729483
जी हां, आप अपने क्षेत्र में सीएनसी मशीनों के व्यवसाय के लिए हमारे वितरक बन सकते हैं।
यांगसेन एक बेहतर, खुला, निष्पक्ष और पारस्परिक लाभ वाला सहयोग मंच है, जो कर्मचारियों, ग्राहकों, व्यावसायिक भागीदारों और शेयरधारकों को एक शानदार सपने को साकार करने के अवसर और संभावनाएं प्रदान करता है।
हमारे व्यापारिक साझेदार बनकर आप ये लाभ प्राप्त कर सकते हैं:
1. आपके शहर या क्षेत्र के विशेष सुरक्षा वितरक। आपके प्रयासों और उपलब्धियों को निरंतर संरक्षित और आगे बढ़ाया जा सकता है। हम न तो अपने ब्रांड को आपके क्षेत्र में अनुचित प्रतिस्पर्धा करने देंगे और न ही इससे अंतिम ग्राहकों को दी जाने वाली सेवाओं और कीमतों में आपकी प्रतिस्पर्धात्मकता प्रभावित होगी।
2. हमारे पेशेवर और अनुभवी टीम द्वारा सशक्त समर्थन। 700+ कर्मचारी और 50% से अधिक कर्मचारियों को 10 वर्षों से अधिक का अनुभव है। मशीन टूल्स और मैकेनिकल क्षेत्र में। (बिक्री, अनुसंधान एवं विकास, उत्पादन, गुणवत्ता नियंत्रण, शिपमेंट, बिक्री पश्चात सेवा)। अधिक जानकारी के लिए, कृपया देखें। हम क्यों.
3. निःशुल्क ऑनलाइन प्रशिक्षण। आप हमारी सीएनसी मशीनों के बारे में जान सकते हैं और उन्हें हमारी वेबसाइट पर पा सकते हैं। कृपया देखें प्रशिक्षण.
4. आपके स्थानीय बाज़ार में ऑनलाइन ग्राहक और पूछताछ। हम आपके बाज़ार के ग्राहकों को सीधे आपसे संपर्क करने के लिए आगे भेजेंगे। हमारी ऑनलाइन मार्केटिंग टीम में 6 पेशेवर और रचनात्मक युवा शामिल हैं, जिन्हें मार्केटिंग, एसईओ और एसईएम में 5 वर्षों से अधिक का अनुभव है।
5. निर्यात और आयात पर पेशेवर सहायता, माल ढुलाई प्रक्रियाओं में अनुभवी, जिसमें माल की हैंडलिंग और सीमा शुल्क निकासी, शुल्क और कर शामिल हैं।
6. हमारी मेहनती और पेशेवर सेवा टीम 12 घंटों के भीतर (आमतौर पर इससे भी जल्दी) त्वरित प्रतिक्रिया देती है, वे अक्सर बातचीत और लेखन करते हैं। अंग्रेजी, फ्रेंच, स्पेनिश, थाई, वियतनामी, रूसी और जापानी में।
7. हम आपके स्थानीय बाजार में संयुक्त सीएनसी मशीन प्रदर्शनी आयोजित करेंगे और आपके साथ मिलकर बाजार का पता लगाएंगे, ग्राहकों की जरूरतों को गहराई से समझेंगे और उनकी आवश्यकताओं को सुनेंगे।
इसलिए, जो कुछ तुम चाहते हो कि लोग तुम्हारे साथ करें, वही तुम भी उनके साथ करो।" (मत्ती 7.12)
दरअसल, फिलहाल हमने अपना वितरक चैनल अभी-अभी खोला है और हमारी कोई सख्त वितरक नीति नहीं है, इसलिए हमारे सीएनसी मशीनों के वितरक बनने का यह बिल्कुल सही समय है।
लेकिन हमें अब भी उम्मीद है कि हमारे वितरक अंतिम ग्राहकों को अच्छी सेवा प्रदान कर सकेंगे। इसलिए, हमारी यही कामना है:
1. आपके पास मशीन टूल प्रौद्योगिकी, रखरखाव और बिक्री से संबंधित अनुभव है।
2. आपके पास अपनी खुद की सीएनसी मशीन की दुकान या कंपनी है।
3. आपके पास बिक्री के बाद की सेवा में कुछ दक्षता है। इस तरह आप ग्राहकों को उनकी छोटी-मोटी समस्याओं को तुरंत हल करने में मदद कर सकते हैं।
यदि आप उपरोक्त शर्तों को पूरा नहीं करते हैं, तो कोई बात नहीं, जब तक आप मशीन टूल व्यवसाय से प्यार करते हैं और हमारे मूल्यों से सहमत हैं, हम आपसे संवाद करने और आपको एक योग्य सीएनसी मशीन वितरक बनने में मदद करने के लिए भी बहुत इच्छुक हैं।
इसलिए आज ही हमसे संपर्क करने में संकोच न करें और अपना व्यवसाय शुरू करें।
यांगसेन सीएनसी मशीन के वितरक कैसे बनें?
1. डिस्ट्रीब्यूटर बनने के लिए आवेदन करने के लिए आपके पास कानूनी योग्यताएं और निम्नलिखित शर्तें होनी चाहिए:
1. पंजीकृत पूंजी (भुगतान) 2 मिलियन अमरीकी डालर से कम नहीं होगी;
2. कंपनी की एक अच्छी व्यावसायिक प्रतिष्ठा है और संचालन और सहयोग में 3 से अधिक वर्षों का अनुभव है;
3. सीएनसी मशीन या यांत्रिक प्रौद्योगिकी, विपणन, बिक्री और बिक्री के बाद के रखरखाव के लिए एक पेशेवर सेवा दल है;
4. पूर्व-अधिकृत वितरण क्षेत्र में प्रचुर मात्रा में चैनल संसाधन हैं;
5. अनुबंध भुगतान, भागीदार योग्यता आदि पर जैनसेन सीएनसी मशीन टूल्स की आवश्यकताओं से सहमत हों और उन्हें स्वीकार करें।
आवेदन प्रक्रिया:
चरण1: कृपया डीलर आवेदन पत्र डाउनलोड करें और अपनी कंपनी की जानकारी सच्चाई से भरें।
Step2: कृपया भरे हुए आवेदन पत्र को संलग्नक के रूप में भेजें और हमें भेजें।
Step3: योग्यता समीक्षा, समीक्षा पारित होने के बाद कर्मचारी आपसे समय पर संपर्क करेंगे, शामिल होने के बारे में संवाद करेंगे और एक सहयोग समझौते पर हस्ताक्षर करेंगे।
Step4: एक वितरण समझौते पर हस्ताक्षर करें।
Step5: खरीद के लिए एक आदेश दें।
यांगसेन भागीदारों को अपनी प्रतिभा दिखाने और अपने सपनों को साकार करने, जिम्मेदारियों को साझा करने, मूल्य बनाने, लाभ साझा करने, लक्ष्यों को प्राप्त करने और विकास का एहसास करने के अवसर प्रदान करने के लिए एक व्यापक मंच प्रदान करता है।
यांगसेन आंतरिक प्रतिभा प्रशिक्षण और भागीदारों के स्व-शिक्षा को भी बहुत महत्व देता है, नवीनतम अंतरराष्ट्रीय सूचना, विपणन और बिक्री कौशल पर नियमित प्रशिक्षण प्रदान करता है, ताकि भागीदार निरंतर सीखने, आत्म-सुधार प्राप्त कर सकें और समय के साथ तालमेल बिठा सकें।
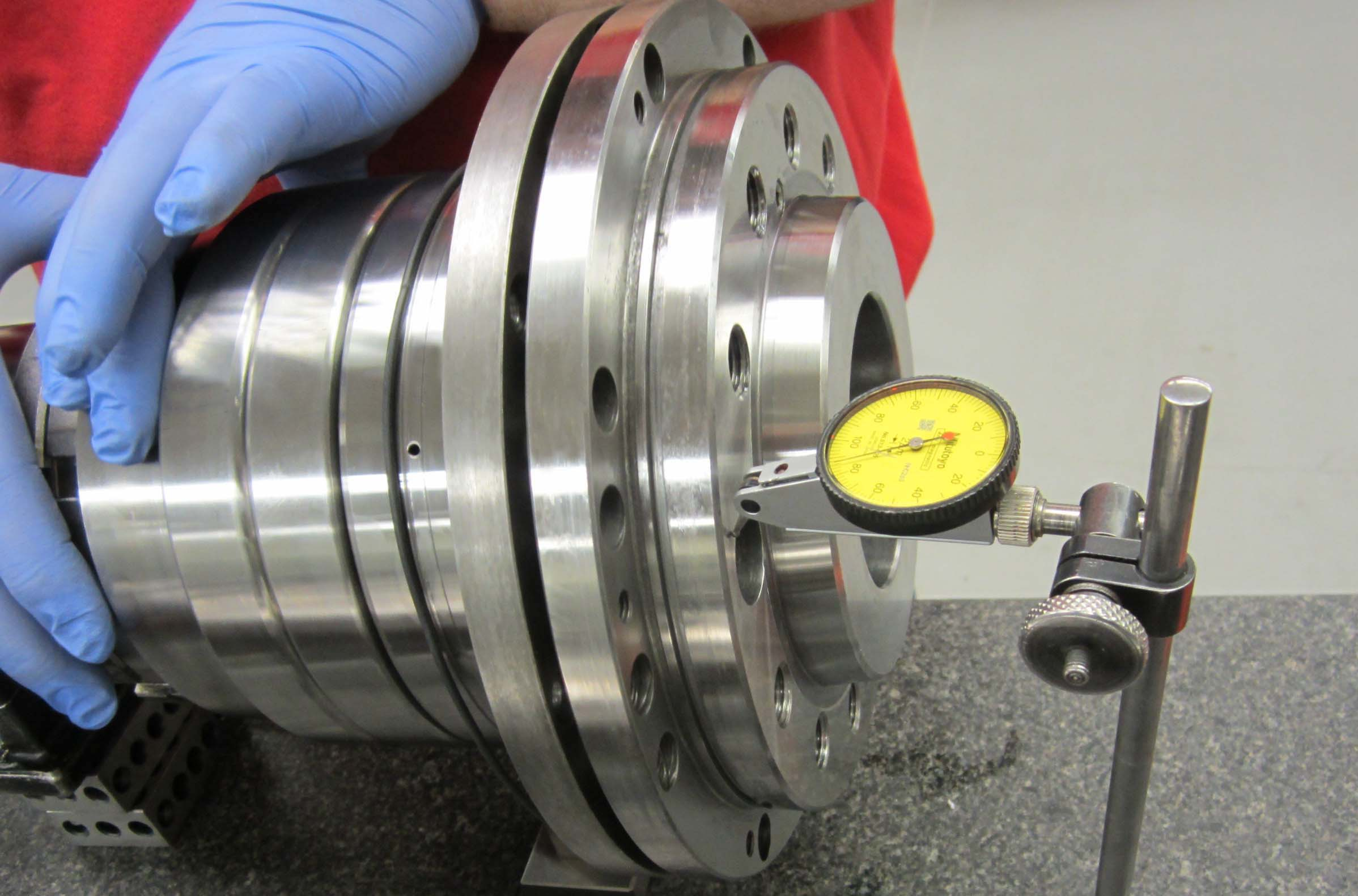
यह सच है कि सीएनसी मशीनें अपेक्षाकृत महंगे उत्पाद हैं, और हम बिक्री के बाद की सेवा पर आपकी चिंताओं को अच्छी तरह से समझते हैं। इसलिए, हमारी प्रत्येक सीएनसी मशीन को शिप करने से पहले, हम बहुत विस्तृत पूर्ण निरीक्षण करते हैं।
साथ ही, हमारे पास दुनिया भर के 5 देशों में वितरक हैं (अधिक से अधिक जल्द ही):
1. मलेशिया
2. दक्षिण कोरिया
3. ब्राज़िल
4. दुबई
5. इटली
एक बार जब आप हमारे ग्राहक बन जाते हैं, तो हमारे वितरक बिक्री के बाद रखरखाव की गारंटी लेंगे।
यदि आपके क्षेत्र में हमारा कोई वितरक नहीं है, तो हम बिक्री के बाद सेवा की निम्नलिखित शर्तें प्रदान करते हैं:
निम्नलिखित शर्तों को बाहर रखा गया है और ये वारंटी में शामिल नहीं हैं:
1. अनुचित शक्ति स्रोत का उपयोग करना
2. अनुचित संचालन के कारण मशीन में खराबी
3. उपकरणों के लाइव डिस्सेम्बली और संयोजन के कारण विद्युत घटकों को होने वाली क्षति
4. अन्य प्राकृतिक आपदाओं, जैसे बिजली गिरना, भूकंप, बाढ़ और अन्य प्राकृतिक आपदाओं से होने वाली क्षति
2. वारंटी अवधि के दौरान, डोर-टू-डोर सेवा शुल्क और डोर-टू-डोर सेवा द्वारा किए गए अन्य खर्च शामिल नहीं हैं, और उपयोगकर्ता को निम्नानुसार अलग से भुगतान करना होगा:
1 श्रम लागत की गणना प्रतिदिन 100USD के हिसाब से की जाती है
2 परिवहन व्यय, आने-जाने का हवाई या रेल टिकट
3. आवास शुल्क स्थानीय तीन सितारा या उससे ऊपर के मानक कमरे का शुल्क
कृपया प्रासंगिक खर्चों को हमारी कंपनी के खाते में अग्रिम रूप से भेजें, और हमारी कंपनी संबंधित खर्चों के लिए एक चालान जारी करेगी। उपरोक्त खर्चों को छोड़कर, अन्य खर्च निर्माता द्वारा वहन किए जाएंगे।
मुख्य: हम संबंधित मदों के अनुसार रखरखाव दिनों और आवास दिनों की संख्या की गणना करेंगे और उपयोगकर्ता के साथ बातचीत करेंगे। निर्दिष्ट समय से परे होने वाले खर्चों को हमारी कंपनी द्वारा वहन किया जाएगा, जिसमें आवास शुल्क और अन्य खर्च शामिल हैं
3. वारंटी अवधि के दौरान रखरखाव विधि:
ग्राहक गलती का विस्तार से वर्णन करता है, और इसे हमारी कंपनी के बिक्री-पश्चात सेवा विभाग को ईमेल द्वारा भेजता है, या टेलीफोन द्वारा संचार करता है, और बिक्री-पश्चात सेवा इंजीनियर गलती का कारण निर्धारित करता है, और ग्राहक को पता लगाने और निर्णय लेने के लिए मार्गदर्शन करता है। फ़ोन, और ग्राहक को दोषपूर्ण भागों को हटाने के लिए मार्गदर्शन करता है। हमारी कंपनी के बिक्री-पश्चात सेवा विभाग के लिए एक्सप्रेस मार्ग। ग्राहक के हिस्से प्राप्त होने के बाद, कंपनी का बिक्री-पश्चात सेवा विभाग आगे का परीक्षण करेगा। यदि यह पुष्टि हो जाती है कि कोई खराबी है, तो यह 1 कार्य दिवस के भीतर उपयोगकर्ता को नए हिस्से व्यक्त करेगा, और उपयोगकर्ता को इंस्टॉल और डीबग करने के लिए मार्गदर्शन करेगा। हमारी कंपनी स्पेयर पार्ट्स की लागत वहन करती है।
उपरोक्त प्रक्रिया में होने वाली सभी एक्सप्रेस डिलीवरी लागत आपकी कंपनी द्वारा वहन की जाएगी। यदि ग्राहक उपरोक्त कार्य पूरा नहीं कर पाता है, तो निर्माता को डोर-टू-डोर सेवा प्रदान करने की आवश्यकता होती है। चार्जिंग विधि अनुच्छेद 2 के अनुसार है।
4. वारंटी अवधि के बाहर रखरखाव के तरीके:
3 जैसी ही विधि
व्यय: उपयोगकर्ता को स्पेयर पार्ट्स का वहन करना होगा। विशिष्ट मूल्य के लिए, कृपया प्राप्तकर्ता सेवा विभाग को कॉल करें। एक्सप्रेस डिलीवरी शुल्क के लिए, यह सुनिश्चित करने के लिए कि सही स्पेयर पार्ट्स खरीदे गए हैं, स्पेयर पार्ट्स को परीक्षण के लिए वापस भेजने की सिफारिश की जाती है। नए स्पेयर पार्ट्स के लिए वारंटी अवधि एक वर्ष है, और सेवा शुल्क (निःशुल्क) है, यदि उपयोगकर्ता को डोर-टू-डोर सेवा प्रदान करने की आवश्यकता है, तो कृपया चार्जिंग मानक के लिए अनुच्छेद 2 देखें।
5. स्थापना के बारे में:
बेची गई सभी मशीनों की कीमत में स्थापना और प्रशिक्षण शामिल नहीं है। चूंकि मशीनें फ़ैक्टरी छोड़ने से पहले डिबग की जाती हैं, इसलिए सभी उपयोगकर्ताओं को डिबग करने की आवश्यकता नहीं होती है।
ऑन-साइट इंस्टॉलेशन शुल्क: अनुच्छेद 2 चार्जिंग मानक देखें
6. प्रशिक्षण के संबंध में:
प्रशिक्षण: हमारी कंपनी ग्राहकों को हमारे मशीन टूल उत्पादों से जल्दी परिचित होने और उत्पादन दक्षता में सुधार करने में मदद करने के लिए मुफ्त ऑनलाइन प्रशिक्षण पाठ्यक्रम प्रदान करती है।
यदि आपको ऑन-साइट प्रशिक्षण की आवश्यकता है, तो कृपया पहले से अपॉइंटमेंट लें। ऑन-साइट प्रशिक्षण शुल्क के लिए कृपया अनुच्छेद 2 शुल्क मानक देखें।
सीएनसी रखरखाव प्रौद्योगिकी (कंप्यूटर संख्यात्मक नियंत्रण) न केवल सामान्य संचालन सुनिश्चित करने का आधार है, बल्कि सीएनसी प्रौद्योगिकी के विकास और सुधार को बढ़ावा देने में भी एक बड़ी भूमिका निभाता है, इसलिए यह वर्तमान में एक विशेष विषय बन गया है।
कोई भी सीएनसी मशीन प्रक्रिया नियंत्रण उपकरण हैं, जिसके लिए वास्तविक समय नियंत्रण के हर पल में सटीक रूप से काम करने की आवश्यकता होती है। किसी भी भाग की विफलता और विफलता के कारण मशीन बंद हो जाएगी, जिसके परिणामस्वरूप उत्पादन रुक जाएगा और मशीन टूट जाएगी।
इसलिए, संख्यात्मक नियंत्रण प्रणाली जैसे जटिल सिद्धांतों और सटीक संरचनाओं के साथ डिवाइस निवारक रखरखाव करना बहुत आवश्यक है। विशेष रूप से आयातित सीएनसी मशीन टूल्स के लिए, जिनमें से अधिकांश की कीमत सैकड़ों हजारों से करोड़ों डॉलर तक होती है। कई उद्योगों में, यह उपकरण प्रमुख कार्यों में है।

नियमित उपयोग के घंटों को मानते हुए, निम्नलिखित कार्यों को प्रतिदिन करना होगा:
1. स्नेहक के दबाव और स्तर का निरीक्षण करें। यदि आवश्यक हो तो टॉप अप करें। गारंटीकृत मशीन स्नेहन।
2. शीतलक स्तर की जाँच करें; यदि यह पर्याप्त नहीं है, तो कृपया समय पर शीतलक जोड़ें। शीतलक और तेल अनुपात को बनाए रखने के लिए शीतलक रिफ्रेक्टोमीटर का उपयोग करें।
3. कूलेंट डिस्पोजल ट्रे को साफ करें। वायवीय ट्रिपल टुकड़े के तेल के स्तर की जाँच करें, जो पूरे तेल पाइप की ऊँचाई का लगभग 2/3 है। वायवीय ट्रिपल तेल फिल्टर टैंक में जल वाष्प हर दिन नाली स्विच से छुट्टी दे दी जाती है।
4. वायवीय हवा में नमी की जाँच करें। नमी का पता चलने पर उसे निकाल दें।
5. वायवीय दबाव गेज के साथ वायवीय हवा के दबाव की जाँच करें। हवा के दबाव की जाँच करें, समायोजन घुंडी को ढीला करें, और दाएँ हाथ के दबाव में वृद्धि और बाएँ हाथ के अपघटन के सिद्धांत के अनुसार दबाव को समायोजित करें, आमतौर पर 5 ~ 7KG / CM2 पर सेट करें। दबाव स्विच आमतौर पर 5KG / CM2 पर सेट होता है। जब दबाव 5KG/CM2 से कम होता है, तो अलार्म दिखाई देगा, और सिस्टम 'कम हवा का दबाव' खतरे की घंटी। दबाव बढ़ने के बाद अलार्म संदेश गायब हो जाएगा।
6. पूरी मशीन को साफ कपड़े से साफ करें। वर्कटेबल पर, मशीन टूल के अंदर और थ्री-एक्सिस टेलीस्कोपिक शील्ड पर कटिंग और तेल के दाग हटा दें।
7. वोल्टेज स्टेबलाइजर के आउटपुट की जांच करें। सुनिश्चित करें कि यह आवश्यक विनिर्देशों का पालन करता है।
8. पैनल कूलर तापमान की जाँच करें।
9. मशीन के संचालन में शोर, बैंग्स या किसी अन्य विसंगतियों का निरीक्षण करें।
10. मशीन के संचालन के दौरान किसी भी अति ताप संकेतों के लिए सावधान रहें।
11. जांचें कि क्या धुरी के भीतरी टेपर छेद में बहने वाली हवा सामान्य है, धुरी के अंदरूनी टेपर छेद को एक साफ सूती कपड़े से पोंछ लें और हल्के तेल का छिड़काव करें।
12. टूल मैगज़ीन टूल आर्म्स और टूल्स, ख़ासकर टूल क्लॉज़ को साफ़ करें।
13. एक्सपोज्ड लिमिट स्विच और बम्प ब्लॉक को साफ करें।
14. जांचें कि क्या सभी सिग्नल लाइट और असामान्य चेतावनी लाइट सामान्य हैं।
15. जांचें कि तेल दबाव इकाई पाइप में रिसाव है या नहीं।
16. मशीनी औजारों को दैनिक कार्य समाप्त होने के बाद साफ करना चाहिए।
17. मशीन के आसपास के वातावरण को साफ सुथरा रखें।
निम्नलिखित रखरखाव कार्यों को साप्ताहिक आधार पर किया जाना है:
1. पूरे मशीन शॉप को साफ करें, खासकर मशीन के आसपास के क्षेत्र को।
2. स्नेहक, तेल, या शीतलक रिसाव के किसी सबूत के लिए जाँच करें।
3. जांचें और सुनिश्चित करें कि सभी कूलिंग पंखे ठीक से काम कर रहे हैं। इनमें धुरी मोटर पंखे, शीतलन प्रणाली पंखे, हाइड्रोलिक मोटर पंखे और हाइड्रोलिक दबाव शामिल हैं। हीट एक्सचेंजर के एयर फिल्टर स्क्रीन, कूलिंग यूनिट के फिल्टर स्क्रीन और लुब्रिकेटिंग ऑयल पंप को साफ करें।
4. मशीन घटकों का एक दृश्य निरीक्षण करें। सूखे लगने वाले हिस्सों पर ग्रीस या उपयुक्त स्नेहक लगाएं।
5. जांचें कि टूल हेड टूल परिवर्तक में सुरक्षित रूप से रखे गए हैं और साफ हैं या नहीं।
6. टूल परिवर्तक के वी-ग्रूव, प्लंजर्स, स्लाइडर कैप, एक्सट्रैक्टर फोर्क्स, कीज़ और स्प्रिंग्स को लुब्रिकेट करें।
7. जांचें कि क्या सभी बिजली के घटक जैसे स्विच और लाइट ठीक से काम कर रहे हैं।
8. जांचें कि क्या तीन-अक्ष यांत्रिक उत्पत्ति ऑफसेट है।
9. जांच लें कि टूल मैगज़ीन का टूल चेंजर आर्म या टूल मैगज़ीन सुचारू रूप से घूमता है या नहीं।
10. अगर तेल कूलर है, तो तेल कूलर तेल की जांच करें। यदि यह स्केल लाइन से कम है, तो कृपया समय पर तेल कूलर का तेल डालें।
11. तेल कूलर के सेट तापमान की जांच करें, इसे 26-28 डिग्री के बीच सेट करने की अनुशंसा की जाती है।

हर महीने की जाने वाली रखरखाव जांच में निम्नलिखित शामिल हैं:
1. कूलेंट टैंक के पास चिप कलेक्टर को साफ करें।
2. जबड़े, चक और जुड़नार का निरीक्षण करें, हटाएं और समायोजित करें।
3. आवश्यकतानुसार एयर फिल्टर को साफ करें या बदलें।
4. टूल हेड्स की स्थिति की जांच करें और यदि आवश्यक हो तो उन्हें बदलें।
5. मशीन में जंजीरों और कन्वेयर का निरीक्षण, चिकनाई, कसना और समायोजित करना।
6. विभिन्न साफ करेंधूल के संचय को रोकने के लिए मशीन के पंखे।
7. तेल, स्नेहक और शीतलक के लॉग का निरीक्षण करें। किसी भी असामान्य खपत के लिए जाँच करें।
8. धूल और मलबे से रेडिएटर ग्रिल को साफ करें।
9. एक्स, वाई, और जेड तीन-अक्ष ट्रैक के स्नेहन की जांच करें, और ट्रैक की सतह अच्छी तरह से चिकनाई होनी चाहिए।
10. सीमा स्विच और टक्कर की जांच करें और साफ करें।
11. जाँच करें कि चाकू सिलेंडर के तेल कप में तेल पर्याप्त है या नहीं। यदि यह अपर्याप्त है, तो कृपया इसे समय पर जोड़ें।
12. जांच लें कि मशीन पर लगे संकेत और चेतावनी के नेमप्लेट सुपाठ्य हैं।

सीएनसी मशीन के रखरखाव की जाँच जो अर्ध-वार्षिक करने की आवश्यकता है:
1. त्रिअक्षीय एंटी-चिप गार्ड को अलग करें, त्रिअक्षीय तेल पाइप संयुक्त, बॉल लीड स्क्रू और त्रिअक्षीय सीमा स्विच को साफ करें, और जांचें कि क्या यह सामान्य है। जांचें कि प्रत्येक अक्ष के हार्ड रेल वाइपर ब्लेड का प्रभाव अच्छा है या नहीं।
2. जांचें कि क्या सर्वो मोटर और प्रत्येक अक्ष का सिर सामान्य रूप से चल रहा है और क्या कोई असामान्य ध्वनि है।
3. हाइड्रोलिक टैंक के तेल और उपकरण पत्रिका के मंदी तंत्र के तेल को बदलें।
4. प्रत्येक अक्ष की निकासी का परीक्षण करें, और यदि आवश्यक हो तो मुआवजे की राशि समायोजित करें।
5. इलेक्ट्रिक बॉक्स में धूल साफ करें (सुनिश्चित करें कि मशीन टूल बंद है)।
6. व्यापक रूप से जांचें कि क्या सभी संपर्क, कनेक्टर, सॉकेट और स्विच सामान्य हैं।
7. यांत्रिक स्तर की जाँच करें और समायोजित करें।
सीएनसी मशीन के रखरखाव की जाँच जो सालाना की जानी चाहिए:
1. जांचें कि क्या सभी चाबियां संवेदनशील और सामान्य हैं।
2. काटने वाले पानी के टैंक को साफ करें और काटने वाले द्रव को बदलें।
3. प्रत्येक अक्ष की लंबवत सटीकता की जांच करें और तय करें कि इसे समायोजित करने की आवश्यकता है या नहीं।
4. निरीक्षण के लिए शीतलक सिलेंडर टैंक को हटा दें।
5. शीतलक सिलेंडर को मलबे के लिए साफ करें, बैक्टीरिया या कवक के विकास के लिए निरीक्षण करें, और टैंक को साफ करें।
6. उपयोग किए गए स्नेहक को निकालें, स्नेहक आवास को साफ करें और इसे फिर से भरें।
7. वायवीय तेल में दूषित पदार्थों की उपस्थिति का निरीक्षण करें। यदि आवश्यक हो तो इसे बदलें।
8. सभी तेल फिल्टर बदलें।
9. उपकरणों के संरेखण और इंडेंटेशन की जांच के लिए सॉफ्टवेयर सिमुलेशन चलाएं।
10. बैकलैश की जांच के लिए टूल हेड की धुरी को जल्दी से उलटने के लिए सॉफ्टवेयर का उपयोग करें। यदि टूल हेड बैकलैश प्रभाव का अनुभव करता है, तो आगे रखरखाव की आवश्यकता होती है।

1. मशीन शुरू करने के बाद, प्रसंस्करण से पहले इसे लगभग 10 मिनट पहले गरम करना चाहिए। जिन मशीनों का लंबे समय तक उपयोग नहीं किया जाएगा, उन्हें वार्म-अप समय बढ़ाना चाहिए।
2. जांचें कि तेल सर्किट चिकना है या नहीं
3. मशीन को बंद करने से पहले टेबल और काठी को मशीन के केंद्र में रखें (तीन-अक्ष यात्रा को प्रत्येक धुरी की यात्रा के बीच में ले जाएं)।
4. मशीन टूल को सूखा और साफ रखें।
नोट: उपकरण का रखरखाव और मरम्मत पेशेवर इंजीनियरों द्वारा किया जाना चाहिए।
1. व्यक्तिगत सुरक्षा सुनिश्चित करने के लिए ग्राउंडिंग प्रोटेक्शन सिस्टम में अच्छी निरंतरता होनी चाहिए।
2. आवश्यक घटकों जैसे सर्किट ब्रेकर, कॉन्टैक्टर्स और सिंगल-फेज या थ्री-फेज आर्क एक्सटिंगुइशर की नियमित जांच करें। अगर वायरिंग ढीली है या शोर बहुत तेज है, तो कारणों का पता लगाएं और छिपे हुए खतरों को खत्म करें।
3. सुनिश्चित करें कि इलेक्ट्रिक कैबिनेट में कूलिंग फैन सामान्य रूप से काम करता है, अन्यथा, यह महत्वपूर्ण घटकों को नुकसान पहुंचा सकता है।
4. फ्यूज उड़ जाता है और एयर स्विच अक्सर ट्रिप हो जाता है। समय रहते कारण का पता लगाकर उसे समाप्त कर देना चाहिए।
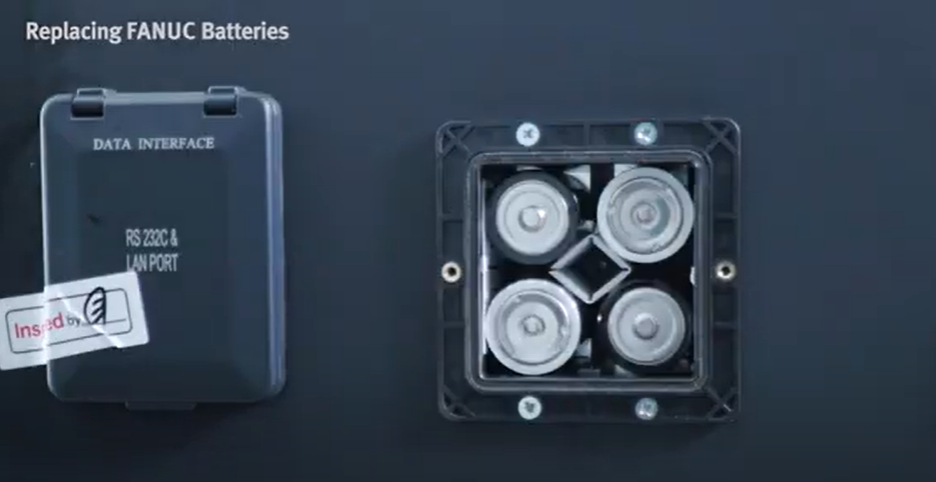
5. सर्वो ड्राइव बैटरी प्रतिस्थापन
पूर्ण नियंत्रण प्रणाली डेटा को सर्वो ड्राइव बैटरी द्वारा बनाए रखा जाता है। जब बैटरी वोल्टेज बहुत कम हो (चेतावनी 9एफ), ड्राइव बैटरी को बदला जाना चाहिए। कृपया जल्द से जल्द उसी प्रकार की बैटरी यूनिट का आदेश दें, और ड्राइव पावर को चालू रखें। कृपया बैटरी बदलने से 30 मिनट पहले ड्राइव यूनिट की शक्ति चालू करें, और 1 घंटे के भीतर बैटरी बदलने का काम पूरा करें।
1. पुष्टि करें कि इनपुट बिजली की आपूर्ति काट दी गई है और प्रतिस्थापित ड्राइव इकाई की बिजली आपूर्ति बंद कर दी गई है।
2. ड्राइव यूनिट के बैटरी सॉकेट से जुड़े बैटरी प्लग को बाहर निकालें।
3. अपनी उंगलियों से बैटरी के किनारे को दबाएं, बैटरी को क्षैतिज रूप से धकेलें और फिर इसे बाहर निकालें।
4. नई बैटरी के प्लग को ड्राइव यूनिट के बैटरी सॉकेट से कनेक्ट करें।
5. बैटरी को ड्राइव यूनिट पर स्थापित करें।
ऑन-साइट रखरखाव सीएनसी मशीन टूल (मुख्य रूप से सीएनसी भाग) की विफलता का निदान करना है, गलती का स्थान ढूंढना है, और इसे सामान्य सामान्य स्पेयर पार्ट्स के साथ बदलना है, ताकि मशीन टूल नियमित संचालन को फिर से शुरू कर सके।
इस प्रक्रिया की कुंजी निदान है, अर्थात, सिस्टम या परिधीय सर्किट का पता लगाने के लिए, यह निर्धारित करने के लिए कि क्या कोई गलती है, और गलती के लिए गलती का सटीक स्थान इंगित करेंजगह। पूरी मशीन की स्थिति से लेकर पैच पैनल तक, कुछ मामलों में, यहां तक कि घटकों तक। यह संपूर्ण अनुरक्षण कार्य का मुख्य भाग है।
आम तौर पर, जब डेटा अपेक्षाकृत पूर्ण होता है, तो डेटा विश्लेषण के माध्यम से गलती का न्याय किया जा सकता है, या इंटरफ़ेस सिग्नल विधि का उपयोग उन हिस्सों का न्याय करने के लिए किया जा सकता है जो गलती की घटना के अनुसार असफल हो सकते हैं, और उसके बाद भागों को एक-एक करके जांचें दोष और इस भाग की विशिष्ट विशेषताएं, और प्रारंभिक निर्णय लें।
व्यावहारिक अनुप्रयोगों में, दोषों को खोजने और समाप्त करने के लिए एक विधि का उपयोग करना संभव हो सकता है, और कभी-कभी कई विधियों की आवश्यकता होती है। दोष बिंदुओं को पहचानने के विभिन्न तरीकों की महारत की डिग्री मुख्य रूप से दोषपूर्ण उपकरणों के सिद्धांतों और संरचनाओं की निपुणता की गहराई पर निर्भर करती है।
जब संख्यात्मक नियंत्रण प्रणाली विफल हो जाती है, तो गलती संकेत और संबंधित जानकारी आमतौर पर डिस्प्ले स्क्रीन या ऑपरेशन पैनल पर दी जाती है। आमतौर पर, सिस्टम के ऑपरेशन मैनुअल या समायोजन मैनुअल में एक विस्तृत अलार्म नंबर, अलार्म सामग्री और प्रसंस्करण विधि होती है।
क्योंकि सिस्टम की अलार्म सेटिंग्स एकल, पूर्ण, सख्त और स्पष्ट हैं, रखरखाव कर्मी प्रत्येक अलार्म के बाद दी गई जानकारी और प्रसंस्करण विधियों के अनुसार उन्हें स्वयं संभाल सकते हैं।
मशीन टूल की विद्युत विशेषताओं के अनुसार, मशीन टूल निर्माता कुछ दोषों या ऑपरेशन की जानकारी प्रदर्शित करने के लिए पीएलसी प्रोग्राम लागू करता है जो विशिष्ट संकेतों के साथ मशीन टूल इंटरफ़ेस के विद्युत नियंत्रण को प्रतिबिंबित कर सकता है, और उन्हें डिस्प्ले के माध्यम से दे सकता है, और अधिक देख सकता है विशिष्ट कुंजी के माध्यम से विस्तृत अलार्म विवरण। इस प्रकार के अलार्म को मशीन टूल फैक्ट्री द्वारा प्रदान की गई समस्या निवारण मैनुअल के अनुसार नियंत्रित किया जा सकता है, या ऑपरेशन पैनल या प्रोग्रामर का उपयोग सर्किट आरेख और पीएलसी प्रोग्राम के अनुसार संबंधित सिग्नल स्थिति का पता लगाने के लिए किया जा सकता है और इसके लिए फॉल्ट पॉइंट का पता लगाया जा सकता है। तार्किक संबंध के अनुसार प्रसंस्करण।
बिना अलार्म या बिना अलार्म के समस्या निवारण जब सिस्टम का पीएलसी नहीं चल सकता है, सिस्टम बंद हो गया है या सिस्टम अलार्म नहीं करता है लेकिन असामान्य रूप से काम करता है, इससे पहले और बाद में सिस्टम की स्थिति की जानकारी के आधार पर विश्लेषण करना और निर्णय लेना आवश्यक है विफलता और सैद्धांतिक आधार का उपयोग करना जिसमें महारत हासिल की गई है। सही निर्णय। यह दोष निदान और समस्या निवारण विधि नीचे वर्णित है।
1. दृश्य निरीक्षण
दोषपूर्ण बोर्ड का निरीक्षण करें, सावधानीपूर्वक जांच करें कि क्या कोई उड़ा हुआ फ्यूज, जले हुए घटक, धूम्रपान या क्रैकिंग है और क्या कोई विदेशी निकाय खुला सर्किट है। इस तरह, यह तय किया जा सकता है कि बोर्ड में ओवरकुरेंट, ओवरवॉल्टेज, शॉर्ट सर्किट और अन्य समस्याएं हैं या नहीं।

2. स्पर्श करें
अपने हाथों से घटकों को स्पर्श करें और हिलाएं, विशेष रूप से प्रतिरोध और समाई, चाहे सेमीकंडक्टर डिवाइस में ढीली भावना हो, ताकि सोल्डरिंग की कुछ समस्याओं का पता लगाया जा सके।
3. पावर-अप
सबसे पहले, एक मल्टीमीटर का उपयोग यह जांचने के लिए करें कि विभिन्न बिजली आपूर्तियों के बीच एक खुला सर्किट है या नहीं।
यदि कोई नहीं है, तो आप संबंधित बिजली आपूर्ति से जुड़ सकते हैं। दृष्टिगत रूप से जांचें कि क्या धुआं, प्रज्वलन आदि है, और असामान्य गर्मी के लिए घटकों को स्पर्श करें।
विफलता, और रखरखाव का दायरा संकीर्ण।
उदाहरण के लिए: हार्बिन में एक कारखाने की समस्या निवारण करते समय, मशीन टूल का सीएनसी सिस्टम और पीएलसी सामान्य रूप से चल रहा है, लेकिन मशीन टूल का हाइड्रोलिक सिस्टम शुरू नहीं किया जा सकता है। प्रोग्रामर का उपयोग यह जांचने के लिए करें कि पीएलसी प्रोग्राम सामान्य रूप से चल रहा है और आवश्यक सिग्नल स्थिति स्टार्टअप शर्तों को पूरा करती है।
आगे के निरीक्षण के दौरान, यह पाया गया कि पीएलसी सिग्नल की स्थिति चित्र और उपकरण पर चिह्नों के साथ असंगत थी। मशीन बंद हो गई और निरीक्षण के लिए सर्किट बोर्ड को बाहर निकाला। यह पाया गया कि पीएलसी के दो आउटपुट बोर्डों का पता गलत था, और अन्य दो की स्थिति गलत थी। एक्सचेंज के बाद, मशीन टूल सामान्य रूप से चला।
इस विफलता के साथ मशीन टूल द्वारा उपयोग किए जाने वाले SIMATIC S5 प्रोग्रामेबल कंट्रोलर के लिए, जब तक पता सही है, सर्किट बोर्ड की स्थिति की व्यवस्था कैसे भी की जाए, सिस्टम सामान्य रूप से चल सकता है। फिर भी, संबंधित कार्यकारी घटक और सिग्नल स्रोत सही ढंग से संगत होने चाहिए।
संबंधित त्रुटियां खराबी का कारण बनेंगी और मशीन टूल को भी नष्ट कर देंगी। इसके अलावा, उपयोगकर्ता द्वारा प्रदान की गई विफलता की घटना के अनुसार, अपने स्वयं के ऑन-साइट अवलोकन के साथ, और सिस्टम के कार्य सिद्धांत का उपयोग करके, एक सही निर्णय जल्दी से किया जा सकता है।
4. सिस्टम पैरामीटर चेक विधि
आजकल, सीएनसी मशीन टूल्स के ऑपरेटिंग सिस्टम का स्व-निदान कार्य मजबूत और मजबूत हो रहा है, और सीएनसी मशीन टूल्स के अधिकांश दोषों का निदान किया जा सकता है। जब सीएनसी मशीन टूल विफल हो जाता है, तो कभी-कभी अलार्म सूचना प्रदर्शित होती हैडिस्प्ले पर, और कभी-कभी सीएनसी डिवाइस, पीएलसी डिवाइस और ड्राइव डिवाइस पर अलार्म डिवाइस होते हैं, जैसे अलार्म लाइट फ्लैश, बजर, और इसी तरह।
इस समय, पहले रखरखाव मैनुअल की जाँच करें और संबंधित पैरामीटर सेटिंग्स की जाँच करें। सिस्टम मापदंडों की हानि और गलत सेटिंग मशीन टूल के प्रदर्शन में परिवर्तन या विफलता का कारण बनेगी।
उदाहरण के लिए, FANUC सिस्टम की स्वचालित मशीनिंग में, मशीन टूल बाकी चलना बंद कर देता है और स्क्रीन 500 और 501 अलार्म प्रदर्शित करता है। यह पता लगाने के लिए मैन्युअल रूप से पैरामीटर की जांच करें कि संबंधित पैरामीटर स्ट्रोक सीमा सकारात्मक और नकारात्मक सीमा संग्रहीत हैं। इस समय, मशीन टूल को मैन्युअल शेकिंग में बदला जा सकता है। जब उपकरण धारक सही स्ट्रोक सीमा तक पहुँचता है और मापदंडों को ठीक करता है, तो अलार्म को हटाया जा सकता है।
5. मशीन विधि रीसेट करें
प्रसंस्करण की प्रक्रिया में, तात्कालिक गलती के कारण सिस्टम अलार्म के कारण, हार्डवेयर रीसेट या सिस्टम पावर को चालू और बंद करके गलती को साफ किया जा सकता है। सिस्टम को आरंभीकृत और साफ़ किया जाना चाहिए। समाशोधन से पहले, आपको महत्वपूर्ण डेटा की प्रतिलिपि बनाने और रिकॉर्ड करने पर ध्यान देना चाहिए। यदि आरंभीकरण के बाद दोष को समाप्त नहीं किया जा सकता है, तो हार्डवेयर निदान करें।
6. मापन निदान विधि
मापन उपकरण विफलताओं के निदान के लिए बुनियादी तरीका है। इलेक्ट्रॉनिक सर्किट को मापने के लिए हम मल्टीमीटर, ऑसिलोस्कोप और लॉजिक टेस्टर जैसे उपकरणों का उपयोग कर सकते हैं।
उदाहरण के लिए, संख्यात्मक नियंत्रण प्रणाली की तीन-चरण बिजली आपूर्ति के चरण अनुक्रम का निर्धारण करते समय, चरण अनुक्रम तालिका का उपयोग माप के लिए किया जा सकता है, अर्थात तीन-चरण बिजली लाइन चरण अनुक्रम तालिका से जुड़ी होती है। जब चरण अनुक्रम सही होता है, चरण अनुक्रम तालिका दक्षिणावर्त घुमाती है, और इसके विपरीत। इसे दो-चैनल ऑसिलोस्कोप से भी मापा जा सकता है। यदि चरण अनुक्रम सही है, तो प्रत्येक दो चरण के तरंग 120 ° चरण से बाहर हैं।
सिस्टम सर्किट आरेख और मशीन टूल सर्किट आरेख के अनुसार, दोषपूर्ण भाग के वोल्टेज, बिजली की आपूर्ति, पल्स सिग्नल इत्यादि को गलती निर्धारित करने के लिए मापा जाता है। उदाहरण के लिए, बिजली आपूर्ति का इनपुट वोल्टेज सीमा से अधिक है, जिससे बिजली आपूर्ति निगरानी नेटवर्क वोल्टेज को मापने के लिए वोल्टमीटर का उपयोग करती है या अन्य कारणों को खत्म करने के लिए वास्तविक समय में निगरानी के लिए वोल्टेज परीक्षक का उपयोग करती है।
यदि स्थिति नियंत्रण लूप विफल हो जाता है, तो माप लूप की सिग्नल स्थिति की जांच के लिए ऑसिलोस्कोप का उपयोग किया जा सकता है, या ऑसिलोस्कोप का उपयोग यह देखने के लिए किया जा सकता है कि सिग्नल आउटपुट चरण-लापता है या नहीं और हस्तक्षेप है या नहीं।
उदाहरण के लिए, जब शंघाई में एक कारखाना समस्या निवारण कर रहा है, सिस्टम अलार्म, और स्थिति लूप का हार्डवेयर दोषपूर्ण है।
ऑसिलोस्कोप का उपयोग यह जांचने और पता लगाने के लिए किया जाता है कि कोई हस्तक्षेप संकेत है। सिस्टम को सामान्य रूप से काम करने के लिए हम उन्हें फ़िल्टर करने के लिए सर्किट में कैपेसिटर को जोड़ने की विधि का उपयोग करते हैं।
जब सीएनसी मशीन (कंप्यूटर संख्यात्मक नियंत्रण) चुनने की बात आती है, तो आपको यह सुनिश्चित करने के लिए कुछ बातों का ध्यान रखना होगा कि आपको अपनी आवश्यकताओं के लिए सर्वोत्तम संभव विकल्प मिल रहा है। इस ब्लॉग पोस्ट में, हम कुछ महत्वपूर्ण बातों के बारे में जानेंगे जिन्हें अपना निर्णय लेते समय आपको ध्यान में रखना चाहिए। अंत तक, आपको इस बात की बेहतर समझ होनी चाहिए कि सीएनसी मशीन की आपकी पसंद को कौन से कारक प्रभावित करेंगे।
सबसे महत्वपूर्ण कारकों पर विचार करने के लिए सबसे उचित मूल्य पर सही मशीन टूल कैसे खरीदें? यहाँ एक बहुत ही उपयोगी चेकलिस्ट है। आएँ शुरू करें!
मशीन ऑपरेटरों की विशेषज्ञता और दक्षता एक महत्वपूर्ण भूमिका निभाएगी। आपको यह विचार करने की आवश्यकता है कि आपके कारखाने का वर्तमान सीएनसी मशीन सेटअप कैसा दिखता है और आपके इंजीनियरों और ऑपरेटरों को सीएनसी मशीनों का कितना अनुभव है।
यदि आपके पास पहले से ही मौजूदा मशीनें हैं, तो आपको यह आकलन करना चाहिए कि क्या वे अभी भी उस उद्देश्य के लिए फिट हैं जिसके लिए उन्हें बनाया गया था, देखें कि आपके वर्तमान अंतराल कहाँ हैं, अपनी मशीनों के जीवन का आकलन करें, और अपनी मौजूदा मशीनों को बदलने की लागत-प्रभावशीलता का आकलन करें। नई, उच्च प्रदर्शन वाली मशीनें।
सामान्य तौर पर, अधिक स्वचालित स्मार्ट मशीनों को सीमित कार्यक्षमता वाले साधारण मशीन टूल्स की तुलना में कम मानवीय हस्तक्षेप की आवश्यकता होती है।
CNC मशीनिंग की सबसे बड़ी चुनौतियों में से एक उत्पादन किए जाने वाले पुर्जों की जटिलता और शुद्धता है।
सीएनसी मशीन टूल्स का सटीक स्तर उत्पादित भागों की सटीकता निर्धारित करता है। सीएनसी मशीन टूल्स को उनकी मशीनिंग सटीकता के अनुसार सरल प्रकार, पूर्ण-फ़ंक्शन प्रकार और सटीक प्रकार में विभाजित किया जा सकता है। सटीकता की पुष्टि करने के लिए तीन संकेतक। साधारण सीएनसी मशीन टूल्स का मोशन रेजोल्यूशन 0.01 मिमी है, जबकि सटीक सीएनसी मशीन टूल्स की सटीकता 0.001 मिमी से कम है।
मोटर वाहन, रक्षा, एयरोस्पेस या चिकित्सा उद्योगों में भागों को उन्नत सीएनसी मशीन टूल्स की आवश्यकता हो सकती है जिसमें बहु-अक्ष नियंत्रण के साथ जोड़तोड़, काटने, ड्रिलिंग और भागों को बनाने में सक्षम स्पिंडल का विस्तृत चयन हो। इन मशीनों के उदाहरणों में 3 से 5-एक्सिस मशीनिंग सेंटर और 2 से 8-एक्सिस टर्निंग सेंटर शामिल हैं। वे एक, दो, या यहां तक कि बहु-धुरी (बड़े पैमाने पर उत्पादन) डिजाइनों की अनुमति देते हैं।
मानक नौकरियों से लेकर अत्यधिक जटिल नौकरियों या जटिल भागों के बड़े पैमाने पर उत्पादन तक, आप 2 से 5 अक्षों के साथ क्षैतिज या लंबवत सीएनसी खराद या 3 से 5 अक्षों वाली सीएनसी मिलिंग मशीन पर विचार कर सकते हैं।
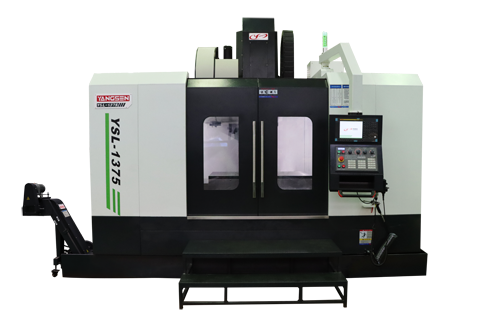
यांगसेन के पास चुनने के लिए कई क्षैतिज मशीनिंग केंद्र हैं:
एक रैखिक गाइड प्रणाली के साथ YSH श्रृंखला विभिन्न अनुप्रयोगों और उत्पादन आवश्यकताओं के लिए उपयुक्त है। 2 से 5 अक्षों के साथ उपलब्ध है।
यदि भाग जटिल है और एक सेटअप में करने की आवश्यकता है, तो बहु-अक्ष मोड़ केंद्र एक सही विकल्प है।
यांगसेन की वाईएसएल श्रृंखला जैसे ऊर्ध्वाधर खराद मशीनिंग भागों के लिए सबसे प्रभावी होते हैं, जो कि भाग की लंबाई से बहुत बड़े व्यास के होते हैं। जैसे, गियर्स, ड्रम, डिस्क, पंप केसिंग, इंजन केसिंग और रिंग आदि।
"हाई मिक्स - स्मॉल बैच" मोड में विभिन्न भागों और आवश्यक मशीन सेटिंग्स के तेजी से बदलाव के उत्पादन के लिए, यांगसेन का नया 5-अक्ष मशीनिंग केंद्र YS650-5AX अपने ø650 मिमी 2-अक्ष तालिका, 4+1 के साथ एक अविश्वसनीय समाधान प्रदान करता है। पूर्ण 5 अक्षों और 4 वैकल्पिक स्पिंडल (विकल्प) के लिए।
टाइटेनियम, इनकोनेल, या गर्मी प्रतिरोधी स्टेनलेस स्टील जैसी सबसे कठिन सामग्री के लिए, YS650-5AX एक साथ 5-अक्ष काटने के दौरान अधिकतम स्थिरता और दक्षता सुनिश्चित करता है।
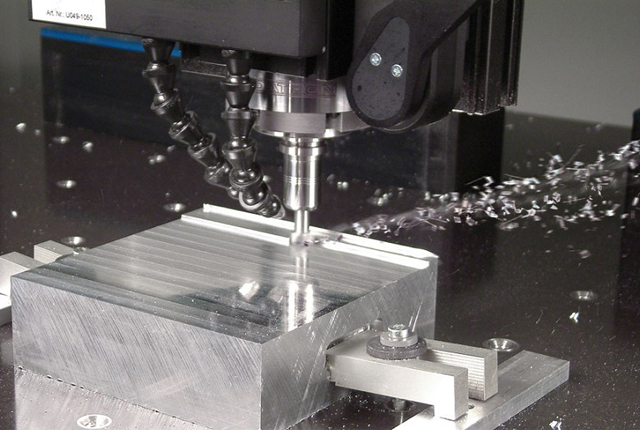
1. मध्यम मात्रा में मिलिंग को पूरा करने के लिए हाई-स्पीड कटिंग मशीन का उपयोग किया जाता है, और फिर मिलिंग के बाद पीसने की मात्रा को कम से कम कर दिया जाता है।
2. सीएनसी मिलिंग और मशीनिंग केंद्र बड़ी मात्रा में मिलिंग के साथ वर्कपीस को पूरा करने के लिए उपयोग किए जाने वाले प्रसंस्करण उपकरण हैं।
3. सीएनसी उत्कीर्णन और मिलिंग मशीन एक प्रसंस्करण उपकरण है जिसका उपयोग थोड़ी मात्रा में मिलिंग या नरम धातु को पूरा करने के लिए किया जाता है।
सीएनसी मशीनें लगभग अधिकांश सामग्रियों को मशीनिंग करने में सक्षम हैं, जिनमें एल्यूमीनियम, तांबा, डाई या कठोर स्टील, टाइटेनियम और इनकोनेल शामिल हैं।
एक विश्वसनीय सीएनसी मशीन उपकरण चुनते समय, आपको पहले अपनी प्रसंस्करण आवश्यकताओं को स्पष्ट करना होगा। विभिन्न भागों के विनिर्देश और आकार बहुत भिन्न होते हैं। आम तौर पर, भागों के आकार को प्लेट प्रकार, बॉक्स हीरा प्रकार, निकला हुआ किनारा शाफ्ट प्रकार और विशेष आकार के प्रकार में विभाजित किया जा सकता है। आदि। सामान्य तौर पर, मुख्य प्रसंस्करण वस्तुओं को उत्पादन आवश्यकताओं के अनुसार चुना जाना चाहिए।
सीएनसी मशीन टूल्स को रफिंग और फिनिशिंग में विभाजित किया गया है। संसाधित किए जाने वाले भागों का निर्धारण करने के बाद, भागों की प्रक्रिया की योजना बनाई जानी चाहिए। सीएनसी मशीन टूल्स का चयन करते समय, उनकी प्रक्रिया अनुकूलन क्षमता को लागू किया जाना चाहिए, और सीएनसी मशीन टूल्स की अधिकतम व्यापक प्रसंस्करण क्षमता को यह सुनिश्चित करने के लिए लगाया जाना चाहिए कि पूरी उत्पादन प्रक्रिया पूरी हो। प्रक्रिया विविधता को अधिकतम करने के लिए कम से कम संख्या में सीएनसी मशीनों और मशीनिंग भागों का उपयोग करती हैउत्पादन भागों।
मशीन की जा रही सामग्री का प्रकार मशीन के डिजाइन और धुरी चयन को प्रभावित करेगा, साथ ही साथ प्रदर्शन, स्थायित्व, भार वहन और सटीकता के स्तर को प्राप्त किया जा सकता है। सामग्री के भौतिक गुण और इष्टतम काटने की स्थिति मशीन के कारकों को भी प्रभावित करती है जैसे कि आवश्यक अधिकतम धुरी गति, पीक स्पिंडल मोटर हॉर्सपावर और अधिकतम स्पिंडल मोटर टॉर्क।
इसके बाद, आपको यह विचार करने की आवश्यकता है कि क्या आपको एक सीएनसी मशीन चुननी चाहिए जो एक रैखिक गाइड (एलएम) रेल प्रणाली, या एक मजबूत, अधिक कठोर बॉक्स रेल डिजाइन का उपयोग करती है।
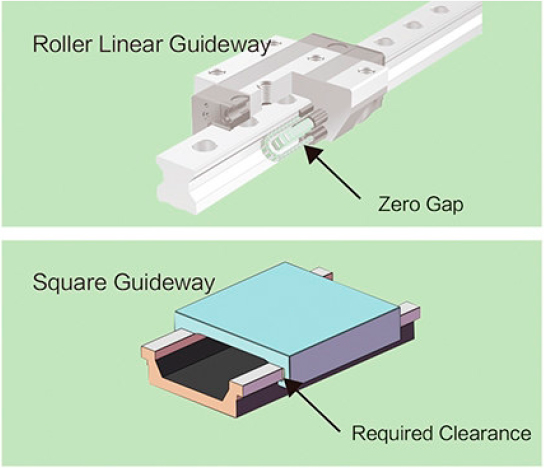
आपको यहां चार मुख्य कारकों पर विचार करने की आवश्यकता है: गति, कठोरता, भार वहन क्षमता और उपकरण जीवन।
एलएम गाइड के साथ निर्मित सीएनसी मशीनें तेज़ होती हैं लेकिन लाइट-ड्यूटी अनुप्रयोगों के लिए बेहतर अनुकूल होती हैं। दूसरी ओर, बॉक्स रेल वाली मशीनें अधिक मजबूत होती हैं, उनमें कम कंपन होता है, और वे बड़े हिस्सों पर भारी कटौती करने में सक्षम होती हैं। हालांकि, ये आम तौर पर एलएम रेल की तुलना में धीमी होती हैं।
दोनों के बीच चयन करते समय, अपने आप से निम्नलिखित प्रश्न पूछना उपयोगी होता है:
काटने की सामग्री क्या है?
कितना कंपन भिगोना आवश्यक है?
आवश्यक कटिंग फीड दर क्या है?
अपेक्षित और आवश्यक उपकरण जीवन क्या है?
सही मशीन टूल चुनते समय, आपको सबसे व्यावहारिक सीएनसी नियंत्रक चुनने के साथ अपनी पसंद का मिलान करने की भी आवश्यकता होती है। यह न केवल स्वचालन के स्तर पर बल्कि नियंत्रित की जाने वाली कुल्हाड़ियों की संख्या और उत्पादन प्रक्रिया में आवश्यक मानवीय हस्तक्षेप पर भी निर्भर करता है। सेमी-क्लोज्ड-लूप न्यूमेरिकल कंट्रोल सिस्टम स्वचालित रूप से स्थिति का पता लगा सकता है और त्रुटि की भरपाई कर सकता है। पूरी तरह से बंद-लूप सीएनसी प्रणाली उच्चतम परिशुद्धता वाली सीएनसी प्रणाली है, लेकिन इसे बनाए रखना मुश्किल और महंगा है।
सीएनसी प्रणाली सीएनसी मशीन टूल्स के प्रसंस्करण और संचालन को नियंत्रित कर सकती है और इसे सीएनसी मशीन टूल्स का कोर "ब्रेन" कहा जा सकता है।
ओपन-लूप सीएनसी प्रणाली का उपयोग अक्सर कम सटीक आवश्यकताओं वाले सीएनसी वायर-काटने के उपकरण के लिए किया जाता है। इसमें पोजीशन डिटेक्शन डिवाइस नहीं है और इसे ड्राइव यूनिट द्वारा पोजीशन किया जाता है। इसमें कम लागत, सरल संरचना और कम संचालन और रखरखाव की विशेषताएं हैं।
अपने सीएनसी नियंत्रण के लिए सबसे अच्छी और सबसे बड़ी स्क्रीन चुनने के अलावा, आपको निम्नलिखित महत्वपूर्ण कारकों पर भी विचार करना चाहिए:
सीएनसी नियंत्रण प्रणाली की विश्वसनीयता
नियंत्रण की प्रभावशीलता
सॉफ्टवेयर स्थिरता
उपयोगकर्ता के अनुकूल - क्या आप इन नियंत्रणों के लिए ऑपरेटर ढूंढ सकते हैं?
हमारे सीएनसी मशीनों के सभी सीएनसी नियंत्रण प्रणाली दुनिया के शीर्ष 2 ब्रांड हैं। फनुक और सीमेंस।


इसे निर्धारित करने के लिए, आपको निश्चित और परिवर्तनीय दोनों लागतों पर विचार करने की आवश्यकता है:
निश्चित लागत: प्रारंभिक पूंजी निवेश, मशीन मूल्यह्रास, ऋण ब्याज (यदि कोई हो)
परिवर्तनीय लागत: सामग्री लागत, श्रम लागत, उपकरण लागत, उपकरण परिवर्तन, रखरखाव और मरम्मत लागत, स्पेयर पार्ट्स लागत
ध्यान दें कि एक सस्ती मशीन का चयन जरूरी नहीं कि आपको लंबे समय में बेहतर उत्पादकता या संयंत्र लाभप्रदता की गारंटी दे।
सीएनसी मशीन का चयन करते समय वजन एक महत्वपूर्ण कारक है, क्योंकि यह मशीन की समग्र स्थिरता और भारी भार को संभालने की क्षमता को प्रभावित करता है।
एक लाइटर मशीन कंपन के प्रति अधिक संवेदनशील होगी जिससे गलत कट और खराब परिणाम हो सकते हैं। इसके अतिरिक्त, एक भारी मशीन को बड़े वर्कपीस को संभालने या अधिक सटीक और सटीक काटने के लिए मजबूत मोटर या अन्य घटकों की आवश्यकता हो सकती है। अंततः, अपने मशीनिंग संचालन से इष्टतम प्रदर्शन और गुणवत्ता के परिणाम सुनिश्चित करने के लिए सही वजन वाली सीएनसी मशीन का चयन करना महत्वपूर्ण है।
हम पर्याप्त स्थिरता और कठोरता की गारंटी के लिए मशीन बॉडी से सर्वश्रेष्ठ निर्मित आयरन कास्ट चुनते हैं।
अंतिम लेकिन कम से कम, आपको यह विचार करने की आवश्यकता है कि नई मशीन के लिए आपकी दुकान में कितनी जगह है।
बेशक, यह उद्योग द्वारा भिन्न होता है और इसमें कारक शामिल हो सकते हैं जैसे:
उपलब्ध फ्लोर स्पेस का अधिकतम लाभ उठाएं
मशीनों के बीच कार्यकर्ता आंदोलन को कम करें
भौतिक प्रवाह और बिंदु से बिंदु तक स्थान
उत्पादकता में सुधार
चिप प्रसंस्करण
श्रमिकों के लिए सुरक्षा की स्थिति
भविष्य के विस्तार के लिए कमरा
उपलब्ध पावर पॉइंट, और पावर आवश्यकताएं।
यांगसेन को मशीन टूल निर्माण में 20 से अधिक वर्षों का अनुभव है और यह चीन में शीर्ष 20 कंट्रोल मशीन टूल निर्माताओं में से एक है। हमारी सीएनसी मशीनें व्यापक रूप से उपयोग की जाती हैं और श्रम की कमी को दूर करने का एक आसान तरीका प्रदान करती हैं। CAD फाइल को मशीन पर भेजें, चार बटन दबाएं, और मशीन बाकी काम कर देती है।
सीएनसी मशीनें बड़े निवेश हैं। आशा है कि उपरोक्त सुझाव आपको सही सीएनसी मशीन टूल चुनने में मदद कर सकते हैं। अधिक जानकारी के लिए यांगसेन से संपर्क करें।
क्या मुझे चीन से सीएनसी मशीन आयात करने के लिए लाइसेंस की आवश्यकता है?
ए: हां, आपको चीन से सीएनसी मशीन आयात करने के लिए लाइसेंस की आवश्यकता है। यदि आपके पास लाइसेंस नहीं है, तो आप सीमा शुल्क और आयात को साफ़ करने में सहायता के लिए एक एजेंट या ब्रोकर ढूंढ सकते हैं।
आप सीएनसी मशीन कैसे पैक करते हैं?
एक: हम सीएनसी मशीन को मजबूत धातु फूस या मजबूत लकड़ी के कंटेनर के साथ धूमन टिकट के साथ पैक करते हैं और बाहर तिरपाल के साथ कवर करते हैं।
हम सीएनसी मशीन को कैसे पैक करते हैं।
यह कंटेनरों में कैसा दिखता है।
सीएनसी मशीन का परिवहन कैसे करें?
ए: सीएनसी मशीन के लिए, आमतौर पर बड़े आकार की मशीन, हम सभी सुझाव देते हैं कि आप परिवहन के लिए एसईए फ्रेट चुनें, क्योंकि यह बड़े प्रारूप आकार के सामान के लिए सबसे सस्ता तरीका है।
आमतौर पर, एशिया के दक्षिण पूर्व में 10 दिन लगते हैं और उत्तरी अमेरिका और यूरोपीय देशों में 30-42 दिन लगते हैं और दक्षिण अमेरिका के देशों में लगभग 48-55 दिन लगते हैं।
अगर डोर-टू-डोर परिवहन की व्यवस्था करते हैं, तो हम डीडीपी या डीडीयू सेवा भी प्रदान करते हैं।
क्या मुझे चीन से सीएनसी मशीन के लिए आयात कर का भुगतान करना होगा?
ए: हां, आपको करों और कर्तव्यों का भुगतान करने की ज़रूरत है। हम आपके लिए सीओ की आपूर्ति कर सकते हैं, यह सीएनसी मशीन आयात करने के लिए कुछ लागतों को राहत दे सकता है।
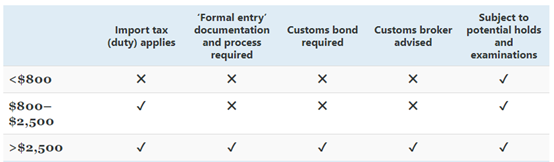
सीमा शुल्क प्रक्रिया, लागत और आवश्यकताएं आपके शिपमेंट के मूल्य के आधार पर भिन्न होती हैं, जैसा कि नीचे दिखाया गया है
CNC मशीन का टैरिफ (आयात शुल्क) कितना है?
ए: सीएनसी मशीनों के लिए एचएस कोड: 8456301090. कृपया देखें संधि दर और आरसीईपी दर सूची नीचे दी गई है:
संधि दर |
| आरसीईपी दर |
|
आसियान | 0% | ऑस्ट्रेलिया | 5% |
चिली | 0% | ब्रुनेई | 5% |
पाकिस्तान | 4% | कंबोडिया | 5% |
न्यूज़ीलैंड | 0% | लाओस | 5% |
पेरू | 0% | मलेशिया | 5% |
कोस्टा रिका | 0% | न्यूज़ीलैंड | 5% |
आइसलैंड | 0% | सिंगापुर | 5% |
ऑस्ट्रेलिया | 0% | थाईलैंड | 5% |
मॉरीशस | 0% | वियतनाम | 5% |
ए: एक बार जब आपकी मशीनों को वास्तव में सीमा शुल्क से छुटकारा मिल गया है और सभी पार्टियों को भुगतान किया गया है, तो कार्गो को या तो अपने अंतिम स्थान पर ले जाना या स्थानांतरित करना होगा।
यदि आप एलसीएल (कंटेनर लोड से कम) भेजते हैं तो आपकी मशीन निश्चित रूप से कई अन्य डिलीवरी के साथ एक कंटेनर में पहुंच जाएगी। आमतौर पर, सीमा शुल्क निकासी के बाद, इस कंटेनर को खाली करने के लिए एक अलग स्थान पर ले जाया जाएगा। इन उदाहरणों में, आपको (या आपके फ्रेट फारवर्डर को) मूल बंदरगाह के निकट एक द्वितीयक क्षेत्र की आपूर्ति की जाएगी।
यदि आपने एफसीएल (पूर्ण कंटेनर लोड) भेज दिया है, तो प्रवेश का बंदरगाह उपयोग करने का स्थान होगा।
आपको एक कार्गो कंट्रोल नंबर भी प्रदान किया जाएगा जो आपके शिपमेंट के लिए अपनी तरह के अनूठे पहचानकर्ता के रूप में कार्य करता है। इन विवरणों का उपयोग आयातित उत्पादों को प्राप्त करने या शिप करने के लिए किया जा सकता है।
अपने अंतिम गोदाम, कार्यस्थल, या खुदरा कमरे में परिवहन की देखभाल करने के लिए कार्गो फारवर्डर को नियुक्त करना सबसे सामान्य साधन है। घरेलू परिवहन की व्यवस्था के लिए आप ब्रोकर का उपयोग कर सकते हैं।

आप अपने वाहन को बंदरगाह या गोदाम में ला सकते हैं यदि आप अपनी वस्तुओं को वितरित करने के बजाय व्यक्तिगत रूप से प्राप्त करना चुनते हैं। संभावित कार पार्किंग, लोडिंग और/या डॉक लागतों का भुगतान करने के लिए नकद का प्रतिशत लाना सुनिश्चित करें।
कृपया ध्यान दें कि कुछ मशीनों को संबंधित दस्तावेज़ की आवश्यकता हो सकती है। लेजर मशीन की तरह आयात करने के लिए FDA प्रमाणपत्र की आवश्यकता होती है।
ऑर्डर देने से पहले विक्रेता से FDA प्रमाणपत्र प्राप्त करना याद रखें।
उत्पादों के विविध और बड़े पूल से आहरण करते हुए चीन से माल आयात करना आय बढ़ाने का एक बढ़िया तरीका है। टैरिफ, परिवहन, और सीमा शुल्क की लागत के बावजूद, चीनी आयातों पर आप जिस कम कीमत की आशा करेंगे, वह खरीद प्रक्रिया को लाभकारी से अधिक बनाती है।
वाणिज्यिक चालान
पैकिंग सूची
प्रमाण पत्र की उत्पत्ति (यदि आवश्यक हो)
विक्रय अनुबंध
लदान बिल
ऑपरेशन मैनुअल
उत्पाद प्रमाणपत्र
यांत्रिक मैनुअल
विद्युत मैनुअल
एक सीएनसी खराद सबसे व्यापक रूप से उपयोग किए जाने वाले सीएनसी मशीन टूल्स में से एक है। यह मुख्य रूप से शाफ्ट भागों या डिस्क भागों की आंतरिक और बाहरी बेलनाकार सतहों को काटने के लिए उपयोग किया जाता है, मनमाना टेपर कोणों की आंतरिक और बाहरी शंक्वाकार सतहों, जटिल घूर्णन आंतरिक और बाहरी सतहों, और बेलनाकार और शंक्वाकार धागे, आदि, और ग्रूविंग, ड्रिलिंग कर सकते हैं। , रीमिंग और रीमिंग। छेद और बोरिंग, आदि।

सीएनसी मशीन टूल प्री-प्रोग्राम्ड प्रोसेसिंग प्रोग्राम के अनुसार स्वचालित रूप से संसाधित किए जाने वाले भागों को संसाधित करता है। हम सीएनसी मशीन टूल द्वारा निर्दिष्ट निर्देश कोड और प्रोग्राम प्रारूप के अनुसार मशीनिंग प्रक्रिया मार्ग, प्रक्रिया पैरामीटर, टूल मोशन प्रक्षेपवक्र, विस्थापन, कटिंग पैरामीटर और भाग के सहायक कार्यों को मशीनिंग प्रोग्राम सूची में लिखते हैं और फिर सामग्री को रिकॉर्ड करते हैं। कार्यक्रम सूची के।
नियंत्रण माध्यम पर, यह तब संख्यात्मक नियंत्रण मशीन उपकरण के संख्यात्मक नियंत्रण उपकरण में इनपुट होता है, जिससे मशीन उपकरण को भागों को संसाधित करने का निर्देश मिलता है।
पारंपरिक मशीनिंग साधारण मशीन टूल्स के मैनुअल ऑपरेशन द्वारा की जाती है। मशीनिंग के दौरान, धातु को काटने के लिए यांत्रिक उपकरणों को हाथ से हिलाया जाता है, और कैलीपर्स और अन्य उपकरणों का उपयोग उत्पादों की सटीकता को मापने के लिए किया जाता है।
आधुनिक उद्योगों ने ऑपरेशन के लिए पहले से ही कंप्यूटर संख्यात्मक रूप से नियंत्रित मशीन टूल्स का उपयोग किया है, और सीएनसी मशीन टूल्स तकनीशियनों द्वारा पूर्व-प्रोग्राम किए गए प्रोग्राम के अनुसार स्वचालित रूप से किसी भी उत्पाद और घटक को संसाधित कर सकते हैं। इसे हम सीएनसी मशीनिंग कहते हैं।
सीएनसी मशीन टूल डिजिटल कंट्रोल मशीन टूल का संक्षिप्त नाम है, जो प्रोग्राम कंट्रोल सिस्टम से लैस एक स्वचालित मशीन टूल है। नियंत्रण प्रणाली नियंत्रण कोड या अन्य प्रतीकात्मक निर्देशों द्वारा निर्दिष्ट प्रोग्राम को तार्किक रूप से संसाधित कर सकती है, और इसे डिकोड कर सकती है, ताकि मशीन टूल को स्थानांतरित किया जा सके और भागों को संसाधित किया जा सके।
साधारण मशीन टूल्स की तुलना में, सीएनसी मशीन टूल्स में निम्नलिखित विशेषताएं हैं:
1. उच्च प्रसंस्करण परिशुद्धता और स्थिर प्रसंस्करण गुणवत्ता;
2. बहु-समन्वय लिंकेज किया जा सकता है, और जटिल आकार वाले भागों को संसाधित किया जा सकता है;
3. जब मशीनिंग भागों को बदल दिया जाता है, तो आम तौर पर केवल एनसी कार्यक्रम को बदलने की जरूरत होती है, जो उत्पादन की तैयारी के समय को बचा सकता है;
4. मशीन टूल में उच्च परिशुद्धता और कठोरता है और अनुकूल प्रसंस्करण राशि का चयन कर सकता है, और उत्पादकता अधिक है (आमतौर पर सामान्य मशीन टूल्स का 3 ~ 5 गुना);
5. मशीन टूल में उच्च स्तर का स्वचालन होता है, जो श्रम की तीव्रता को कम कर सकता है;
6. ऑपरेटरों के लिए उच्च गुणवत्ता की आवश्यकताएं और रखरखाव कर्मियों के लिए उच्च तकनीकी आवश्यकताएं।
सीएनसी खराद एक सीएनसी डिवाइस, बेड, स्पिंडल बॉक्स, टूल पोस्ट फीड सिस्टम, टेलस्टॉक, हाइड्रोलिक सिस्टम, कूलिंग सिस्टम, स्नेहन प्रणाली, चिप कन्वेयर और अन्य भागों से बना है।
CNC lathes को दो प्रकारों में बांटा गया है: लंबवत CNC lathes और क्षैतिज CNC lathes।
बड़े टर्निंग डायमीटर वाले डिस्क भागों को मोड़ने के लिए वर्टिकल CNC लैथ का उपयोग किया जाता है।
अक्षीय आकार में लंबे या छोटे डिस्क भागों को मोड़ने के लिए क्षैतिज सीएनसी खराद का उपयोग किया जाता है।
क्षैतिज सीएनसी lathes को उनके कार्यों के अनुसार किफायती CNC lathes, साधारण CNC lathes और टर्निंग सेंटर में विभाजित किया जा सकता है।
किफायती सीएनसी खराद: एक साधारण सीएनसी खराद एक साधारण खराद के टर्निंग फीड सिस्टम को एक स्टेपिंग मोटर और सिंगल-चिप माइक्रो कंप्यूटर का उपयोग करके बनाया जाता है। लागत कम है, स्वचालन और कार्यों की डिग्री अपेक्षाकृत खराब है, और मोड़ की सटीकता अधिक नहीं है, और यह कम आवश्यकताओं वाले रोटरी भागों को मोड़ने के लिए उपयुक्त है।
साधारण सीएनसी खराद: यह विशेष रूप से प्रक्रिया में बदलने की आवश्यकताओं के अनुसार संरचना में डिज़ाइन किया गया है, और एक सामान्य सीएनसी प्रणाली से सुसज्जित है। सीएनसी प्रणाली में मजबूत कार्य, उच्च स्तर की स्वचालन और उच्च मशीनिंग सटीकता है, और सामान्य रोटरी भागों को बदलने के लिए उपयुक्त है। यह सीएनसी खराद एक ही समय में दो समन्वय अक्षों को नियंत्रित कर सकता है, अर्थात् एक्स-अक्ष और जेड-अक्ष।
टर्निंग मशीनिंग सेंटर: साधारण सीएनसी खराद के आधार पर, सी अक्ष और पावर हेड को जोड़ा जाता है। अधिक उन्नत मशीन टूल्स में टूल पत्रिकाएँ भी होती हैं जो X, Z, और C के तीन समन्वय अक्षों को नियंत्रित कर सकती हैं। लिंकेज नियंत्रण अक्ष (X, Z), (X, C), या (Z, C) हो सकता है। सी-अक्ष और मिलिंग पावर हेड के अतिरिक्त होने के कारण, इस सीएनसी खराद के प्रसंस्करण कार्य में काफी वृद्धि हुई है।
हाइड्रोलिक चक और हाइड्रोलिक टेलस्टॉक
सीएनसी मोड़ के दौरान वर्कपीस को जकड़ने के लिए एक हाइड्रोलिक चक एक महत्वपूर्ण सहायक है। सामान्य रोटरी भागों के लिए सामान्य हाइड्रोलिक चक का उपयोग किया जा सकता है; उन भागों के लिए विशेष चक की आवश्यकता होती है जिनके क्लैम्प वाले भाग बेलनाकार नहीं होते हैं; मशीनिंग भागों के लिए स्प्रिंग चक की आवश्यकता होती है।
सीएनसी lathes दो उपकरण धारकों से सुसज्जित किया जा सकता है:
① विशेष उपकरण धारक: यह खराद द्वारा विकसित किया गया है उत्पादक स्वयं, और प्रयुक्त उपकरण धारक भी समर्पित है। का फायदायह उपकरण धारक है कि यह सस्ता है उत्पादन, लेकिन इसमें बहुमुखी प्रतिभा का अभाव है।
②यूनिवर्सल टूल होल्डर: टूल होल्डर का उत्पादन कुछ सामान्य मानकों (जैसे वीडीआई, जर्मन एसोसिएशन ऑफ इंजीनियर्स), सीएनसी खराद के अनुसार किया जाता है निर्माताओं सीएनसी lathes की कार्यात्मक आवश्यकताओं के अनुसार इसे चुन और कॉन्फ़िगर कर सकते हैं।
मिलिंग पावर हेड
सीएनसी खराद उपकरण धारक पर मिलिंग पावर हेड स्थापित करने के बाद, सीएनसी खराद की प्रसंस्करण क्षमता में काफी विस्तार किया जा सकता है। जैसे मिलिंग पावर हेड के साथ अक्षीय ड्रिलिंग और अक्षीय खांचे की मिलिंग।

सीएनसी मशीनें ऐसे कार्यक्रमों के साथ उपलब्ध हैं जिनमें संख्याएं और अक्षर शामिल हैं, जो विभिन्न दूरियों के आसपास भागों को नेविगेट करने में मदद कर सकते हैं। एक मशीन प्रोग्रामिंग भाषा Gcode या निर्माण में विकसित एक विशेष भाषा पर लागू की जा सकती है। बुनियादी मिलों में तीन पहिया-आधारित प्रणालियाँ (XY-Z) होती हैं, हालाँकि नई मिलों में इसके अलावा तीन और पहिए हो सकते हैं।
सीएनसी खराद या टर्निंग मशीनिंग सेंटर पर भागों को मोड़ते समय, उपकरण धारक पर उपकरण की स्थिति उचित और वैज्ञानिक रूप से खराद के उपकरण धारक संरचना और स्थापित किए जा सकने वाले उपकरणों की संख्या के अनुसार व्यवस्थित होनी चाहिए, और ध्यान देना चाहिए उपकरण के स्थिर होने और काम करने से बचने के लिए भुगतान किया गया। मशीन टूल्स, टूल्स और वर्कपीस, और टूल्स के साथ हस्तक्षेप की घटना।
मेजबान सीएनसी मशीन टूल का मुख्य निकाय है, जिसमें मशीन बॉडी, कॉलम, स्पिंडल, फीड मैकेनिज्म और अन्य यांत्रिक घटक शामिल हैं। यह एक यांत्रिक हिस्सा है जिसका उपयोग विभिन्न काटने के कार्यों को पूरा करने के लिए किया जाता है।
संख्यात्मक नियंत्रण उपकरण संख्यात्मक नियंत्रण मशीन उपकरण का मूल है, जिसमें हार्डवेयर (मुद्रित सर्किट बोर्ड, सीआरटी डिस्प्ले, कुंजी बॉक्स, पेपर टेप रीडर, आदि) और संबंधित सॉफ़्टवेयर शामिल हैं, जिसका उपयोग डिजिटल पार्ट प्रोग्राम को इनपुट करने और पूरा करने के लिए किया जाता है। इनपुट जानकारी और डेटा भंडारण का भंडारण। विभिन्न नियंत्रण कार्यों को बदलना, प्रक्षेपित करना और कार्यान्वित करना।
ड्राइव डिवाइस सीएनसी मशीन टूल एक्ट्यूएटर का ड्राइव घटक है, जिसमें स्पिंडल ड्राइव यूनिट, फीड यूनिट, स्पिंडल मोटर और फीड मोटर शामिल है। वह संख्यात्मक नियंत्रण उपकरण के नियंत्रण में विद्युत या विद्युत-हाइड्रोलिक सर्वो प्रणाली के माध्यम से धुरी और फ़ीड ड्राइव का एहसास करता है। जब कई फीड जुड़े होते हैं, तो पोजिशनिंग, स्ट्रेट लाइन, प्लेन कर्व और स्पेस कर्व की प्रोसेसिंग पूरी की जा सकती है।
सीएनसी मशीन टूल के संचालन को सुनिश्चित करने के लिए सहायक उपकरण, इंडेक्स कंट्रोल मशीन टूल के कुछ आवश्यक सहायक घटक, जैसे कि कूलिंग, चिप रिमूवल, लुब्रिकेशन, लाइटिंग, मॉनिटरिंग आदि। इसमें हाइड्रोलिक और न्यूमैटिक डिवाइस, चिप रिमूवल डिवाइस शामिल हैं। एक्सचेंज टेबल, सीएनसी टर्नटेबल्स, और सीएनसी इंडेक्सिंग हेड्स, साथ ही टूल्स और मॉनिटरिंग और टेस्टिंग डिवाइस।
मशीन टूल की लिफ्टिंग और पोजिशनिंग को इसके द्वारा प्रदान किए गए विशेष लिफ्टिंग टूल्स का उपयोग करना चाहिए उत्पादक, और अन्य विधियों की अनुमति नहीं है। किसी विशेष उत्थापन उपकरण की आवश्यकता नहीं होती है, और मैनुअल के निर्दिष्ट भागों के अनुसार फहराने और स्थिति के लिए स्टील वायर रस्सियों का उपयोग किया जाना चाहिए।
मशीन उपकरण एक ठोस नींव पर स्थापित किया जाना चाहिए, और स्थान कंपन स्रोत से दूर होना चाहिए; सूरज की रोशनी और गर्मी विकिरण से बचें; नमी और वायु प्रवाह के प्रभाव से बचने के लिए इसे सूखी जगह पर रखें। यदि मशीन टूल के पास कोई कंपन स्रोत है, तो नींव के चारों ओर एक एंटी-कंपन खाई स्थापित की जानी चाहिए।
मशीन उपकरण को नींव पर रखा गया है, इसे मुक्त अवस्था में समतल किया जाना चाहिए, और फिर एंकर बोल्ट समान रूप से लॉक हो जाते हैं। साधारण मशीन टूल्स के लिए, लेवल रीडिंग 0.04/1000 मिमी से अधिक नहीं है, और उच्च-परिशुद्धता मशीन टूल्स के लिए, स्तर 0.02/1000 मिमी से अधिक नहीं है।
स्थापना सटीकता को मापते समय, इसे एक स्थिर तापमान पर किया जाना चाहिए, और मापने के उपकरण का उपयोग निरंतर तापमान की अवधि के बाद किया जाना चाहिए। मशीन टूल को स्थापित करते समय, उन इंस्टॉलेशन विधियों से बचने का प्रयास करें जो मशीन टूल को ख़राब करने के लिए बाध्य करती हैं। जब मशीन टूल स्थापित होता है, तो मशीन टूल के कुछ हिस्सों को लापरवाही से नहीं हटाया जाना चाहिए। भागों को हटाने से मशीन टूल के आंतरिक तनाव का पुनर्वितरण हो सकता है, जिससे मशीन टूल की सटीकता प्रभावित होती है।
मशीन टूल की ज्यामितीय सटीकता के निरीक्षण के बाद पूरी मशीन को साफ करने की जरूरत है। क्लीनिंग एजेंट से भिगोए हुए सूती या रेशमी कपड़े का उपयोग करें, न कि सूती या धुंध का। जब मशीन टूल फैक्ट्री से बाहर निकलता है तो गाइड रेल की सतह और मशीनी सतह की सुरक्षा के लिए लगाए गए जंग रोधी तेल या जंग रोधी पेंट को साफ करें। मशीन टूल की बाहरी सतह से धूल साफ करें। मशीन टूल द्वारा निर्दिष्ट स्नेहन तेल के साथ प्रत्येक स्लाइडिंग सतह और काम की सतह को कोट करें।
सावधानीपूर्वक जांच लें कि क्या मशीन टूल के सभी भागों में आवश्यकतानुसार तेल लगा हुआ है और क्या पर्याप्त कूलेंट डाला गया हैकूलिंग बॉक्स के लिए। क्या मशीन टूल के हाइड्रोलिक स्टेशन का तेल और स्वचालित स्नेहन उपकरण तेल स्तर संकेतक की निर्दिष्ट स्थिति तक पहुँच गया है।
जांचें कि क्या विद्युत नियंत्रण बॉक्स में स्विच और घटक सामान्य हैं और क्या एकीकृत सर्किट बोर्ड जगह में हैं।
बिजली चालू करें और केंद्रीकृत स्नेहन स्थापना शुरू करें, ताकि चिकनाई वाले हिस्से और चिकनाई वाला तेल सर्किट चिकनाई वाले तेल से भर जाए। मशीन टूल के प्रत्येक भाग की कार्रवाई से पहले सभी तैयारी करें।
चूंकि सीएनसी खराद प्रसंस्करण एक उच्च-परिशुद्धता कार्य है, इसकी प्रसंस्करण प्रक्रियाएं केंद्रित हैं और क्लैम्पिंग भागों की संख्या छोटी है, जो उपयोग किए गए सीएनसी उपकरणों के लिए उच्च आवश्यकताओं को सामने रखती है। निम्नलिखित Dongguan Tongli धातु उत्पाद कं, लिमिटेड यहाँ आपके लिए है। परिचय देना।
सीएनसी मशीन टूल्स के लिए उपकरण चुनते समय, निम्नलिखित पहलुओं पर विचार किया जाना चाहिए:
Of सीएनसी उपकरणों का प्रकार, विनिर्देश और सटीक ग्रेड सीएनसी lathes की प्रसंस्करण आवश्यकताओं को पूरा करने में सक्षम होना चाहिए।
② उच्च परिशुद्धता। सीएनसी खराद प्रसंस्करण की उच्च परिशुद्धता और स्वचालित उपकरण परिवर्तन की आवश्यकताओं को पूरा करने के लिए, उपकरण में उच्च परिशुद्धता होनी चाहिए।
③ उच्च विश्वसनीयता। यह सुनिश्चित करने के लिए कि सीएनसी मशीनिंग में आकस्मिक उपकरण क्षति और संभावित दोष नहीं होते हैं और मशीनिंग की सुचारू प्रगति को प्रभावित करते हैं, यह आवश्यक है कि उपकरण और इसके साथ जुड़े सामान में अच्छी विश्वसनीयता और मजबूत अनुकूलन क्षमता होनी चाहिए। सटीक धातु प्रसंस्करण
④ उच्च स्थायित्व। सीएनसी खराद द्वारा संसाधित उपकरण, चाहे रफिंग या फिनिशिंग में, सामान्य मशीन टूल्स में उपयोग किए जाने वाले उपकरणों की तुलना में उच्च स्थायित्व होना चाहिए, ताकि प्रतिस्थापन या पीसने वाले टूल और टूल सेटिंग्स की संख्या को कम किया जा सके, जिससे सीएनसी मशीन टूल्स के प्रसंस्करण में सुधार हो। दक्षता और गारंटी प्रसंस्करण गुणवत्ता।
⑤ अच्छा चिप तोड़ने और चिप निकासी प्रदर्शन। सीएनसी खराद प्रसंस्करण में, चिप तोड़ने और चिप हटाने को सामान्य मशीन टूल्स की तरह मैन्युअल रूप से नियंत्रित नहीं किया जा सकता है।
चिप्स को टूल और वर्कपीस के चारों ओर लपेटना आसान है, जो टूल को नुकसान पहुंचाएगा और वर्कपीस की मशीनी सतह को खरोंच देगा, और यहां तक कि चोटों और उपकरण दुर्घटनाओं का कारण भी बनेगा। , प्रसंस्करण गुणवत्ता और मशीन उपकरण के सुरक्षित संचालन को प्रभावित करता है, इसलिए उपकरण को अच्छी चिप तोड़ने और चिप हटाने के प्रदर्शन की आवश्यकता होती है।
हार्डवेयर प्रसंस्करण में, एक साधारण खराद पर लगाए जा सकने वाले सभी रोटरी भागों को सीएनसी खराद पर संसाधित किया जा सकता है। हालांकि, सीएनसी lathes में उच्च मशीनिंग सटीकता, रैखिक और परिपत्र प्रक्षेप, और हार्डवेयर प्रसंस्करण की प्रक्रिया में स्वचालित गति परिवर्तन की विशेषताएं हैं, और उनका तकनीकी दायरा साधारण मशीन टूल्स की तुलना में बहुत व्यापक है।
सीएनसी खराद में अच्छी कठोरता, उच्च है उत्पादन, और उपकरण सेटिंग सटीकता, और आसानी से और सही ढंग से मैन्युअल मुआवजा और स्वचालित मुआवजा दर्ज कर सकते हैं। इसलिए, यह उच्च आयामी सटीकता आवश्यकताओं वाले भागों को संसाधित कर सकता है।
इसके अलावा, सीएनसी टर्निंग के टूल मूवमेंट को उच्च-परिशुद्धता इंटरपोलेशन मूवमेंट और सर्वो ड्राइव द्वारा महसूस किया जाता है।
इसके अलावा, मशीन उपकरण की कठोरता अच्छी है और विनिर्माण परिशुद्धता उच्च है। इसलिए, यह बसबार की सीधेपन, गोलाई, बेलनाकारता आदि की मांग वाले भागों की आकार सटीकता को संसाधित कर सकता है। चापों और अन्य घुमावदार प्रोफाइलों के लिए, मशीनीकृत आकार कॉपी लेथ की तुलना में ड्राइंग पर आवश्यक ज्यामिति के बहुत करीब है।
सीएनसी खराद में एक निरंतर लाइन गति काटने का कार्य होता है, इसलिए पतला सतह और अंत सतह को काटने के लिए इष्टतम लाइन गति का उपयोग किया जा सकता है, ताकि मोड़ के बाद सतह खुरदरापन मूल्य छोटा और सुसंगत हो, और छोटे और समान सतह वाले हिस्से खुरदरापन मूल्य संसाधित किया जा सकता है।
मशीन उपकरण का स्थान कंपन स्रोत से दूर होना चाहिए, सीधे धूप और थर्मल विकिरण से बचना चाहिए, और आर्द्रता और वायु प्रवाह के प्रभाव से बचना चाहिए। यदि मशीन टूल के पास कोई कंपन स्रोत है, तो मशीन टूल के चारों ओर एंटी-वाइब्रेशन ग्रूव्स सेट किए जाने चाहिए।
अन्यथा, यह मशीन टूल की मशीनिंग सटीकता और स्थिरता को सीधे प्रभावित करेगा, जो इलेक्ट्रॉनिक घटकों के साथ खराब संपर्क, विफलता और मशीन टूल की विश्वसनीयता को प्रभावित करेगा।
आम तौर पर, सीएनसी lathes मशीनिंग कार्यशाला में स्थापित होते हैं, न केवल परिवेश का तापमान बहुत बदलता है, और उपयोग की स्थिति खराब होती है, बल्कि कई यांत्रिक और विद्युत उपकरण भी होते हैं, जिसके परिणामस्वरूप पावर ग्रिड में बड़े उतार-चढ़ाव होते हैं। इसलिए, जिस स्थान पर सीएनसी खराद स्थापित है, उसे बिजली आपूर्ति वोल्टेज के सख्त नियंत्रण की आवश्यकता होती है। बिजली आपूर्ति वोल्टेज में उतार-चढ़ाव स्वीकार्य सीमा के भीतर होना चाहिए और अपेक्षाकृत स्थिर रहना चाहिए। अन्यथा, सीएनसी प्रणाली का सामान्य संचालन प्रभावित होगा।
सीएनसी खराद का परिवेश तापमान 30 डिग्री सेल्सियस से कम है, और सापेक्ष तापमान 80% से कम है।
सामान्यतया, इलेक्ट्रॉनिक घटकों, विशेष रूप से केंद्रीय प्रसंस्करण इकाई के कार्य तापमान को स्थिर रखने के लिए सीएनसी इलेक्ट्रिक कंट्रोल बॉक्स के अंदर एक एग्जॉस्ट फैन या कूलिंग फैन होता है, या तापमान अंतर बहुत कम बदलता है।
मशीन टूल का उपयोग करते समय, उपयोगकर्ता को इसके द्वारा निर्धारित मापदंडों को बदलने की अनुमति नहीं है वसीयत में नियंत्रण प्रणाली में निर्माता। इन मापदंडों की सेटिंग मशीन टूल के प्रत्येक घटक की गतिशील विशेषताओं से सीधे संबंधित है। वास्तविक स्थिति के अनुसार केवल बैकलैश मुआवजा पैरामीटर मान समायोजित किया जा सकता है।
उपयोगकर्ता मशीन उपकरण के सहायक उपकरण को इच्छानुसार नहीं बदल सकता है, जैसे विनिर्देश से परे हाइड्रोलिक चक का उपयोग करना। उत्पादक एक्सेसरीज सेट करते समय विभिन्न लिंक मापदंडों के मिलान पर पूरी तरह से विचार करता है। ब्लाइंड रिप्लेसमेंट के परिणामस्वरूप विभिन्न लिंक्स में मापदंडों का बेमेल हो जाता है, और यहां तक कि अप्रत्याशित दुर्घटनाएं भी होती हैं।
हाइड्रोलिक चक, हाइड्रोलिक टूल रेस्ट, हाइड्रोलिक टेलस्टॉक और हाइड्रोलिक सिलेंडर का दबाव स्वीकार्य तनाव सीमा के भीतर होना चाहिए, और इसे मनमाने ढंग से बढ़ने की अनुमति नहीं है।
सीएनसी खराद एक उच्च परिशुद्धता, उच्च दक्षता वाली स्वचालित मशीन उपकरण है। मल्टी-स्टेशन बुर्ज या पावर बुर्ज से लैस, मशीन टूल में प्रसंस्करण प्रदर्शन की एक विस्तृत श्रृंखला होती है, जो रैखिक प्रक्षेप के साथ रैखिक सिलेंडरों, तिरछे सिलेंडरों, चापों और विभिन्न थ्रेड्स, खांचे, कीड़े और अन्य जटिल वर्कपीस को संसाधित कर सकती है। , आर्क इंटरपोलेट विभिन्न मुआवजा कार्य करता है, और जटिल भागों के बड़े पैमाने पर उत्पादन में एक अच्छा आर्थिक प्रभाव डालता है। झुका हुआ बिस्तर के साथ सीएनसी खराद का रखरखाव इस प्रकार है:
झुकाव वाले बिस्तर के साथ सीएनसी खराद की कामकाजी सटीकता सुनिश्चित करने के लिए और लम्बाई बढ़ाने के लिए सेवा जीवन, स्व-उपयोग के लिए एक इच्छुक बिस्तर के साथ सीएनसी खराद पर उचित रखरखाव कार्य करना आवश्यक है।

सीएनसी lathes का उपयोग करने के लिए एक निश्चित मात्रा में पाठ्यक्रमों को सफलतापूर्वक पूरा करने और उपयुक्त प्रमाणन प्राप्त करने में सक्षम होना चाहिए। सीएनसी टर्निंग मशीनिंग प्रोग्राम में आमतौर पर कई क्लास सेशन शामिल होते हैं जो एक क्रमिक निर्देश प्रोग्राम को कई वर्गों में विभाजित करते हैं। पूरे प्रशिक्षण के दौरान, एक सुरक्षा प्रोटोकॉल का सम्मान किया जाना चाहिए। व्यावहारिक अनुभव के बिना मशीनिंग कक्षाएं शुरू करना मुश्किल हो सकता है, लेकिन वे सीएडी फाइलों और सीएडी प्रोग्रामिंग में कमांड के साथ छात्रों को परिचित कराने में मदद कर सकते हैं।

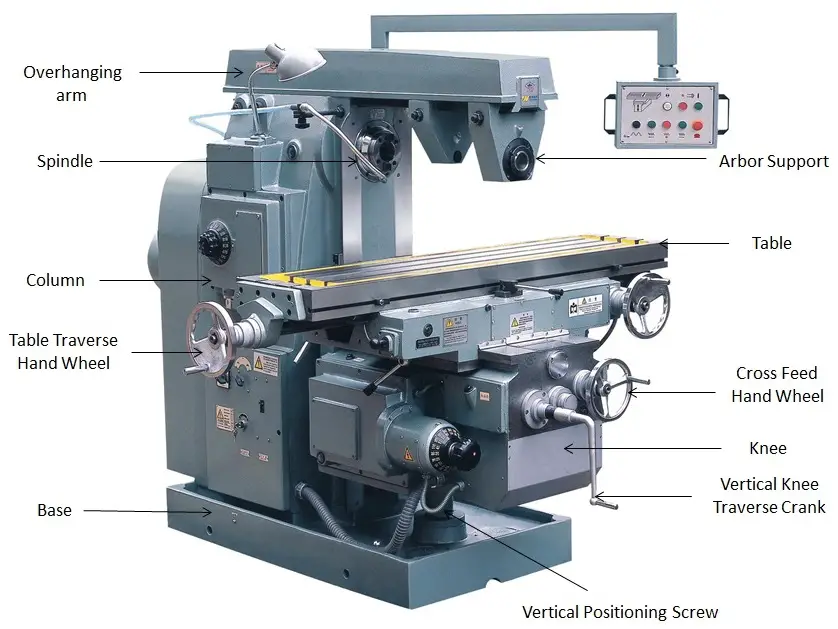
एक मिलिंग मशीन मुख्य रूप से एक मशीन टूल को संदर्भित करती है जो वर्कपीस की विभिन्न सतहों को संसाधित करने के लिए मिलिंग कटिंग टूल का उपयोग करती है। आमतौर पर, मिलिंग कटिंग टूल की रोटरी गति मुख्य गति होती है, और वर्कपीस और मिलिंग कटिंग टूल की गति फ़ीड गति होती है। यह विमानों, खांचे, विभिन्न घुमावदार सतहों, गियर आदि को संसाधित कर सकता है। मिलिंग प्लेन, खांचे, गियर के दांत, धागे और तख़्ता शाफ्ट के अलावा, मिलिंग मशीन भी योजनाकारों की तुलना में उच्च दक्षता के साथ अधिक जटिल प्रोफाइल को संसाधित कर सकती है, और व्यापक रूप से मशीनरी निर्माण और मरम्मत विभागों में उपयोग किया जाता है।
इसके अलावा, इसका उपयोग घूमने वाले शरीर की सतह, आंतरिक छेद और काटने के काम को संसाधित करने के लिए भी किया जा सकता है। जब मिलिंग मशीन काम कर रही होती है, तो वर्कपीस को टेबल या एक्सेसरीज जैसे इंडेक्सिंग हेड पर लगाया जाता है। मिलिंग कटर का रोटेशन मुख्य आंदोलन है, जो टेबल या मिलिंग हेड के फीड मूवमेंट द्वारा पूरक है, और वर्कपीस आवश्यक मशीनिंग सतह प्राप्त कर सकता है।
मल्टी-ब्लेड बाधित कटिंग के कारण मिलिंग मशीन की उत्पादकता अधिक होती है। सरल शब्दों में, एक मिलिंग मशीन एक मशीन उपकरण है जो वर्कपीस को मिल, ड्रिल और बोर कर सकती है।

1818 में: द पहली मिलिंग मशीन अमेरिकी ई. व्हिटनी द्वारा बनाई गई एक क्षैतिज मिलिंग मशीन थी।
1862 में: ट्विस्ट ड्रिल के सर्पिल खांचे को मिलाने के लिए, अमेरिकन जे.आर. ब्राउन ने पहली यूनिवर्सल मिलिंग मशीन बनाई, जो लिफ्टिंग टेबल के लिए मिलिंग मशीन का प्रोटोटाइप थी।
1884 के आसपास: गैन्ट्री मिलिंग मशीन दिखाई दी।
1920 के दशक में: अर्ध-स्वचालित मिलिंग मशीनें दिखाई दीं, और "फीड-फास्ट" या "रैपिड-फीड" के स्वत: रूपांतरण को पूरा करने के लिए उपयोग की जाने वाली वर्कटेबल बंद हो गई।
1950 के बाद, नियंत्रण प्रणाली के संदर्भ में मिलिंग मशीन तेजी से विकसित हुई, और डिजिटल नियंत्रण के अनुप्रयोग ने मिलिंग मशीन के स्वचालन में बहुत सुधार किया।
विशेष रूप से 1970 के दशक के बाद, माइक्रोप्रोसेसर के डिजिटल नियंत्रण प्रणाली और स्वचालित उपकरण परिवर्तन प्रणाली को मिलिंग मशीन पर लागू किया गया, जिसने मिलिंग मशीन की मशीनिंग रेंज का विस्तार किया और मशीनिंग सटीकता और दक्षता में सुधार किया।
मशीनीकरण प्रक्रिया की निरंतर तीव्रता के साथ, सीएनसी प्रोग्रामिंग का व्यापक रूप से मशीन टूल संचालन में उपयोग किया गया है, जिसने श्रम बल को बहुत मुक्त कर दिया है। सीएनसी प्रोग्रामिंग मिलिंग मशीन धीरे-धीरे मैनुअल ऑपरेशंस को बदल देगी। कर्मचारियों की आवश्यकताएं भी उच्च और उच्चतर होंगी, और निश्चित रूप से, दक्षता उच्च और उच्चतर होगी।

सार्वभौमिक, क्षैतिज और लंबवत आदि हैं, मुख्य रूप से छोटे और मध्यम आकार के भागों को संसाधित करने के लिए उपयोग किया जाता है, जो सबसे अधिक व्यापक रूप से उपयोग किया जाता है।

गैन्ट्री मिलिंग और बोरिंग मशीन, गैन्ट्री मिलिंग प्लानर, और डबल-कॉलम मिलिंग मशीन, इन सभी का उपयोग बड़े भागों को संसाधित करने के लिए किया जाता है।
पूर्व का क्षैतिज मिलिंग हेड कॉलम गाइड रेल के साथ आगे बढ़ सकता है, और वर्कटेबल को अनुदैर्ध्य रूप से खिलाया जाता है; उत्तरार्द्ध का अंत मिलिंग हेड कैंटिलीवर गाइड रेल के साथ क्षैतिज रूप से आगे बढ़ सकता है, और कैंटिलीवर कॉलम गाइड रेल के साथ ऊंचाई को भी समायोजित कर सकता है। दोनों का उपयोग मशीनिंग बड़े भागों के लिए किया जाता है।
दो प्रकार की आयताकार टेबल और सर्कुलर टेबल हैं, जो कि लिफ्टिंग टेबल मिलिंग मशीन और गैन्ट्री मिलिंग मशीन के बीच एक मध्यम आकार की मिलिंग मशीन है। इसकी ऊर्ध्वाधर गति मिलिंग हेड के उठने और स्तंभ पर गिरने से पूरी होती है।
मशीनिंग इंस्ट्रूमेंटेशन और अन्य छोटे भागों के लिए एक छोटी लिफ्ट टेबल मिलिंग मशीन।
मोल्ड और टूल बनाने के लिए उपयोग किया जाता है, विभिन्न सहायक उपकरण जैसे कि एंड मिलिंग हेड, यूनिवर्सल एंगल टेबल और प्लग से लैस होता है, और ड्रिलिंग, बोरिंग और प्लंजिंग जैसे प्रसंस्करण भी कर सकता है।
जैसे कि कीवे मिलिंग मशीन, कैम मिलिंग मशीन, क्रैंकशाफ्ट मिलिंग मशीन, रोल जर्नल मिलिंग मशीन, और स्क्वायर स्टील इनगॉट मिलिंग मशीन इत्यादि, संबंधित वर्कपीस को संसाधित करने के लिए निर्मित विशेष मिलिंग मशीन हैं।
एक छोटी मिलिंग मशीन का उपयोग छोटे भागों जैसे यंत्रों और मीटरों की मिलिंग के लिए किया जाता है।
कैंटिलीवर पर लगे मिलिंग हेड के साथ एक मिलिंग मशीन, बेड को क्षैतिज रूप से व्यवस्थित किया जाता है, कैंटिलीवर आमतौर पर बेड के एक तरफ कॉलम गाइड रेल के साथ लंबवत रूप से चल सकता है, और मिलिंग हेड कैंटिलीवर गाइड रेल के साथ चलता है।
धुरी के साथ एक मिलिंग मशीन जो राम पर लगी होती है।
मशीन बॉडी को क्षैतिज रूप से व्यवस्थित किया गया है, और दोनों पर कॉलम और कनेक्टिंग बीम हैंपक्ष गैन्ट्री मिलिंग मशीन बनाते हैं। मिलिंग हेड बीम और कॉलम पर लगाया जाता है और इसकी गाइड रेल के साथ आगे बढ़ सकता है। आम तौर पर, बीम स्तंभ के गाइड रेल के साथ लंबवत रूप से आगे बढ़ सकता है, और वर्कटेबल बड़े टुकड़ों को संसाधित करने के लिए बिस्तर की गाइड रेल के साथ लंबवत रूप से आगे बढ़ सकता है।
मिलिंग विमानों और सतहों को बनाने के लिए एक मिलिंग मशीन।
एक मिलिंग मशीन जो वर्कपीस की नकल करती है। आम तौर पर मशीनिंग जटिल आकार वर्कपीस के लिए उपयोग किया जाता है।
उठाने की मेज के साथ एक मिलिंग मशीन जो बिस्तर की गाइड रेल के साथ लंबवत चल सकती है। आमतौर पर, वर्कटेबल और लिफ्टिंग टेबल पर स्थापित काठी क्रमशः अनुदैर्ध्य और पार्श्व रूप से आगे बढ़ सकती है।
रॉकर आर्म मिलिंग मशीन को बुर्ज मिलिंग मशीन, रॉकर आर्म मिलिंग मशीन और यूनिवर्सल मिलिंग मशीन भी कहा जा सकता है। मशीन टूल की बुर्ज मिल मशीन एक हल्की सामान्य धातु काटने की मशीन उपकरण है जिसमें दो कार्य लंबवत और क्षैतिज मिलिंग होते हैं। सपाट सतह, बेवल, खांचे और छोटे भागों के लिए छींटे आदि।
वर्कटेबल को ऊपर और नीचे नहीं किया जा सकता है, लेकिन बेड बेस की गाइड रेल के साथ अनुदैर्ध्य और पार्श्व रूप से स्थानांतरित किया जा सकता है, और मिलिंग हेड या कॉलम को लंबवत स्थानांतरित किया जा सकता है।
जैसे टूल मिलिंग मशीन: मिलिंग मशीन का उपयोग मिलिंग टूल और मोल्ड्स के लिए किया जाता है, जिसमें उच्च मशीनिंग सटीकता और जटिल मशीनिंग आकार होते हैं।
मिलिंग मशीनों में विभाजित किया जा सकता है:
कॉपी मिलिंग मशीन,
कार्यक्रम नियंत्रित मिलिंग मशीन
सीएनसी मिलिंग मशीन।
मशीनिंग विमानों, कदमों, खांचे, सतहों को बनाने और मिलिंग मशीनों पर वर्कपीस काटने के लिए उपयोग करने के लिए।
उनके उपयोग के अनुसार कई प्रकार के मिलिंग कटर हैं:
क्षैतिज मिलिंग मशीनों पर मशीनिंग विमानों के लिए उपयोग किया जाता है। कटर दांत मिलिंग कटर की परिधि पर वितरित किए जाते हैं और दांत के आकार के अनुसार सीधे दांत और पेचदार दांत में विभाजित होते हैं। दाँतों की संख्या के अनुसार मोटे दाँत और महीन दाँत दो प्रकार के होते हैं। पेचदार-दाँत मोटे-दाँत मिलिंग कटर में कुछ दाँत, उच्च दाँत की ताकत और बड़े चिप स्थान होते हैं, जो किसी न किसी मशीनिंग के लिए उपयुक्त होते हैं; ठीक दांतेदार मिलिंग कटर परिष्करण के लिए उपयुक्त है।
ऊर्ध्वाधर मिलिंग मशीन, फेस मिलिंग मशीन या गैन्ट्री मिलिंग मशीन, ऊपरी प्रसंस्करण विमान के लिए उपयोग किया जाता है, अंत चेहरे और परिधि पर कटर दांत होते हैं, और मोटे दांत और ठीक दांत होते हैं। इसकी संरचना के तीन प्रकार हैं: अभिन्न प्रकार, सम्मिलित प्रकार और अनुक्रमणीय प्रकार।
मशीनिंग खांचे और स्टेप्ड सतहों आदि के लिए उपयोग किया जाता है। कटर दांत परिधि और अंत चेहरे पर होते हैं, और अंत मिलिंग ऑपरेशन के दौरान अक्षीय दिशा में नहीं खिलाए जा सकते हैं। जब एंड मिल के अंतिम दांत होते हैं जो केंद्र से गुजरते हैं, तो इसे अक्षीय रूप से खिलाया जा सकता है (आमतौर पर डबल-एज एंड मिल्स को "कीवे मिल्स" भी कहा जाता है और इसे अक्षीय रूप से खिलाया जा सकता है)।
इसका उपयोग विभिन्न खांचे और चरणबद्ध सतहों को संसाधित करने के लिए किया जाता है, और दोनों तरफ और परिधि पर कटर दांत होते हैं।
एक निश्चित कोण पर मिलिंग खांचे के लिए उपयोग किया जाता है, दो प्रकार के सिंगल-एंगल और डबल-एंगल मिलिंग कटर हैं।
इसका उपयोग मशीनिंग गहरी खांचे और वर्कपीस काटने के लिए किया जाता है, और इसकी परिधि पर अधिक दांत होते हैं। मिलिंग के दौरान घर्षण को कम करने के लिए, कटर दांतों के दोनों किनारों पर 15' से 1° द्वितीयक झुकाव होते हैं। इसके अलावा, कीवे मिलिंग कटर, डोवेलटेल मिलिंग कटर, टी-स्लॉट मिलिंग कटर और विभिन्न मिलिंग कटर हैं।
कटर दांत सीमेंटेड कार्बाइड या अन्य पहनने के लिए प्रतिरोधी उपकरण सामग्री से बने होते हैं और कटर बॉडी पर लगे होते हैं।
यांत्रिक क्लैम्पिंग द्वारा कटर के दांतों को कटर बॉडी पर बांधा जाता है। बदले जाने योग्य दांत ठोस उपकरण सामग्री का सिर या वेल्डेड उपकरण सामग्री का सिर हो सकता है। कटर बॉडी पर लगे कटर हेड के साथ मिलिंग कटर को आंतरिक पीस प्रकार कहा जाता है; कटर सिर को अलग से तेज किया जाता है जिसे बाहरी पीस प्रकार कहा जाता है।
इस संरचना का व्यापक रूप से फेस मिलिंग कटर, एंड मिलिंग कटर और थ्री-साइड एज मिलिंग कटर में उपयोग किया गया है।
धातु काटने की मशीन टूल्स ने निर्यात उत्पाद गुणवत्ता लाइसेंसिंग प्रणाली लागू की है, और जिन उत्पादों ने निर्यात उत्पाद गुणवत्ता लाइसेंस प्राप्त नहीं किया है उन्हें निर्यात करने की अनुमति नहीं है। आदेश देते समय, उपकरण पैरामीटर, मीट्रिक और इंच प्रणाली, बिजली की आपूर्ति, वोल्टेज और आवृत्ति,साथ ही यादृच्छिक सहायक उपकरण, मशीन उपकरण का रंग इत्यादि स्पष्ट रूप से निर्दिष्ट होना चाहिए। सीएनसी पंच प्रेस की विस्तृत विविधता और शीट मेटल उद्योग में विभिन्न मानकों को ध्यान में रखते हुए, जब ग्राहक मोल्ड ऑर्डर करते हैं, तो उन्हें निर्माता से निम्नलिखित जानकारी सीखनी चाहिए:
निर्धारित करें कि कौन सा लंबा गाइड या शॉर्ट गाइड प्रकार मोल्ड संरचना है और क्या यह एक आयातित मुराटा संरचना है या ट्रम्पफ संरचना या यांगसेन संरचना है;
क्या इस साँचे का छिद्रण बल इस मशीन उपकरण के लिए उपयुक्त है, अन्यथा, साँचे की संरचना को बदलना होगा या अन्य प्रसंस्करण विधियों का चयन करना होगा;
यदि मशीन स्टेशन एक गैर-घूर्णन स्टेशन है, तो गाइड बुश या निचले मरने के लिए डबल कीवे संरचना पर विचार किया जाना चाहिए;
मोल्ड के निचले मोल्ड (मोल्ड बनाने) की ऊंचाई निर्धारित करने के लिए;
ग्राहक द्वारा संसाधित शीट की सामग्री और मोटाई को मोल्ड के लिए चयनित सामग्री और अंतर को निर्धारित करने के लिए निर्धारित किया जाना चाहिए;
मोल्ड के पोजिशनिंग पिन (स्लॉट) की दिशा (विशेष रूप से विशेष आकार का मोल्ड) ग्राहक की प्रसंस्करण आवश्यकताओं के अनुसार निर्धारित की जानी चाहिए। इसके अलावा, स्क्वायर एज मोल्ड को छोड़कर, गाइड स्लीव या अन्य मोल्ड्स के निचले मोल्ड को दो कीवेज़ पर विचार करना चाहिए;
कई प्रकार के साँचे हैं, और ग्राहक द्वारा आदेशित साँचे के प्रकार को स्पष्ट करना आवश्यक है।
1. वर्कपीस को लोड और अनलोड करते समय, टूल को हटा दिया जाना चाहिए, और काटने वाले सिर और हाथ मिलिंग सतह के करीब नहीं होने चाहिए।
2. टूल सेटिंग के लिए मिलिंग मशीन का उपयोग करते समय, इसे जॉगिंग या हैंड-क्रैंक किया जाना चाहिए, और फ़ास्ट फ़ॉरवर्ड की अनुमति नहीं है।
3. टूल को जल्दी से आगे बढ़ाने और वापस लेने पर ध्यान दें कि क्या मिलिंग मशीन का हैंडल किसी से टकराएगा।
4. बहुत तेजी से मत खिलाओ, और अचानक गति मत बदलो, और मिलिंग मशीन की सीमा को अच्छी तरह से समायोजित किया जाना चाहिए।
5. ऊपर और नीचे चलते समय, वर्कपीस को मापने, उपकरण को समायोजित करने और गति परिवर्तन को कसने पर असाही मिलिंग मशीन को रोकना चाहिए।
6. अंत मिल को अलग करने और इकट्ठा करने पर, काम की सतह को लकड़ी के बोर्डों के साथ गद्दीदार होना चाहिए, फ्लैट मिल से बाहर निकलना चाहिए, और बल अत्यधिक नहीं होना चाहिए।
7. सूती धागे से घूमने वाले हिस्सों और चाकुओं को छूने या पोंछने की सख्त मनाही है।
8. सामान्य तौर पर, एक कोलेट एक समय में केवल एक वर्कपीस को जकड़ सकता है। क्योंकि एक समय में एक कोलेट एक से अधिक वर्कपीस को जकड़ता है, भले ही क्लैंप तंग हो, रफ फीडिंग के दौरान बल बहुत बड़ा होता है, और दो वर्कपीस उनके बीच स्लाइड करना आसान होता है, जिससे वर्कपीस बाहर उड़ जाता है, चाकू टूट जाता है , और चोट दुर्घटना।
1. बिस्तर और घटकों की सफाई, लोहे के बुरादे की सफाई, और आसपास के वातावरण की सफाई;
2. तेल के स्तर की जाँच करें, तेल के निशान से कम नहीं, और प्रत्येक भाग में चिकनाई वाला तेल डालें;
3. क्लीनर, क्लैम्प और मापने के उपकरण।
1. कार्यक्षेत्र, स्क्रू हैंडल और कॉलम आवेषण को साफ और समायोजित करें;
2. क्लच की जाँच करें और समायोजित करें;
3. तीन-तरफा गाइड रेल और लिनोलियम को साफ करें, मोटर्स, मशीन टूल्स और सहायक उपकरण के अंदर और बाहर साफ करें;
4. तेल सर्किट की जाँच करें और सभी भागों में चिकनाई वाला तेल डालें;
5. सभी पेंच कसें।
1. बिस्तर और भागों की सफाई, लोहे के बुरादे और आसपास के वातावरण की सफाई, क्लीनर, क्लैंप, मापने के उपकरण;
2. तेल के स्तर की जाँच करें, तेल के निशान से कम नहीं, और प्रत्येक भाग में चिकनाई वाला तेल डालें।
1. विभिन्न भागों के तेल महसूस किए गए पैड को अलग करना और साफ करना;
2. प्रत्येक स्लाइडिंग सतह को पोंछें और रेल की सतह को गाइड करें, टेबल और क्षैतिज दिशा को पोंछें, पेंच उठाएं, चाकू संचरण तंत्र और चाकू आराम को मिटा दें;
3. सभी कोनों को साफ कर लें।
1. सभी तेल छेद साफ और अबाधित हैं और चिकनाई वाला तेल भरा हुआ है;
2. प्रत्येक गाइड रेल सतह, स्लाइडिंग सतह और प्रत्येक स्क्रू रॉड में स्नेहन तेल जोड़ा जाता है;
3. संचरण तंत्र तेल टैंक बॉडी, और तेल स्तर की जांच करें, और ऊंचाई की स्थिति में ईंधन भरें।
1. दबाव प्लेट की जांच करें और कस लें और शिकंजा डालें;
2. स्लाइडर के फिक्सिंग स्क्रू, चाकू के ड्राइविंग तंत्र, हैंडव्हील, वर्किंग टेबल ब्रैकेट के स्क्रू और फोर्क टॉप वायर की जांच करें और कस लें;
3. अन्य ढीले पेचों की जांच करें और कसें।
1. उचित फिट के लिए बेल्ट, प्रेशर प्लेट और इन्सर्ट की जकड़न की जाँच करें और समायोजित करें;
2. स्लाइडिंग ब्लॉक और लीड स्क्रू की जाँच करें और समायोजित करें।
1. प्रत्येक भाग से जंग हटाएं, पेंट की गई सतह की रक्षा करें, और टकराएं नहीं;
2. डिएक्टिवेशन, रेल की सतह का मार्गदर्शन करने वाले अतिरिक्त उपकरण, स्लाइडिंग स्क्रू हैंडव्हील और अन्य खुले हिस्से जो जंग के लिए आसान हैं, तेलयुक्त और जंग रोधी हैं।
अधिकांश गैन्ट्री मिलिंग मशीनें स्टील या कच्चा लोहा से बनी होती हैं। लंबी अवधि के उपयोग की प्रक्रिया में, अलग-अलग डिग्री की दो संपर्क सतहों के बीच घर्षण के कारण, मिलिंग मशीन गाइड रेल की सतह अलग-अलग डिग्री तक पहनी जाएगी, जो उपकरण की मशीनिंग सटीकता और उत्पादन क्षमता को गंभीरता से प्रभावित करेगी।
पारंपरिक मरम्मत के तरीके आमतौर पर धातु की प्लेट को चिपकाने या बदलने का उपयोग करते हैं, लेकिन निर्माण और मैनुअल स्क्रैपिंग के लिए बहुत सटीक सहनशीलता की आवश्यकता होती है, मरम्मत के लिए कई प्रक्रियाओं और लंबी निर्माण अवधि की आवश्यकता होती है। गैन्ट्री मिलिंग मशीन पर खरोंच और तनाव की समस्या को बहुलक मिश्रित सामग्री का उपयोग करके हल किया जा सकता है, जिसके बीच एक परिपक्व प्रौद्योगिकी प्रणाली होनी चाहिए।
सामग्री के उत्कृष्ट आसंजन, संपीड़ित शक्ति और तेल और पहनने के प्रतिरोध के कारण, यह घटकों के लिए एक लंबे समय तक चलने वाली सुरक्षात्मक परत प्रदान करता है। मशीन टूल के खरोंच वाले हिस्से को ठीक करने और इसे उपयोग में लाने में केवल कुछ घंटे लगते हैं। पारंपरिक पद्धति की तुलना में, मिलिंग ऑपरेशन सरल है और लागत कम है।
त्वरण की अवधारणा के इंजेक्शन के कारण क्षैतिज बोरिंग और मिलिंग मशीनों के विकास ने बहुत ध्यान आकर्षित किया है। इलेक्ट्रिक स्पिंडल, लीनियर मोटर्स और लीनियर गाइड जैसे ट्रांसमिशन तत्व, जो हाई-स्पीड मिलिंग ऑपरेशन के लिए तकनीकी सहायता हैं, का व्यापक रूप से उपयोग किया गया है, जो मशीन टूल की रनिंग गति को एक नई ऊंचाई तक ले जाता है। स्पिंडल-बदली क्षैतिज बोरिंग-मिलिंग मशीनिंग सेंटर का अभिनव डिजाइन इलेक्ट्रिक स्पिंडल और बोरिंग बार मोबाइल टेलीस्कोपिक संरचना के नुकसान को हल करता है। तकनीकी नवाचार।
फर्श-प्रकार की मिलिंग और बोरिंग मशीनों का विकास आधुनिक प्रसंस्करण की प्रवृत्ति को अपनी नई डिजाइन अवधारणा के साथ ले जाता है। उच्च गति प्रसंस्करण की अवधारणा के साथ बिना बोरिंग शाफ्ट रैम प्रकार और विभिन्न मिलिंग हेड्स के साथ संरचना प्रकार शैली से भरे हुए हैं, जो पारंपरिक मिलिंग प्रसंस्करण को काफी हद तक बदल सकते हैं। का चलन। दो-समन्वयित स्विंग एंगल मिलिंग हेड द्वारा प्रस्तुत विभिन्न मिलिंग हेड एक्सेसरीज उच्च गति और उच्च दक्षता समग्र मशीनिंग प्राप्त करने का मुख्य साधन बन गए हैं। इसकी प्रक्रिया का प्रदर्शन व्यापक है, शक्ति अधिक है, और कठोरता अधिक मजबूत है, जो फर्श मिलिंग और बोरिंग मशीनों के विकास में एक बड़ी सफलता है।
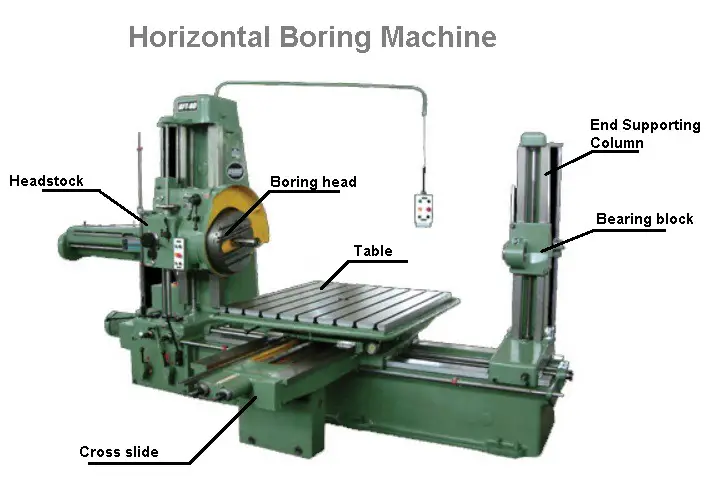
क्षैतिज बोरिंग और मिलिंग मशीन का मुख्य मुख्य घटक स्पिंडल बॉक्स है, जो कॉलम के किनारे स्थापित होता है। कुछ निर्माता ऐसे भी हैं जो डबल-कॉलम थर्मल समरूपता संरचना का उपयोग करते हैं, स्पिंडल बॉक्स को कॉलम के बीच में रखते हैं। इस संरचना की सबसे बड़ी विशेषता कठोरता, संतुलन और अच्छा गर्मी लंपटता प्रदर्शन है, जो हेडस्टॉक के उच्च गति संचालन के लिए एक विश्वसनीय गारंटी प्रदान करता है। हालांकि, डबल-कॉलम संरचना रखरखाव के लिए असुविधाजनक है, यही कारण है कि आज कई निर्माता इसका उपयोग नहीं कर रहे हैं। स्पिंडल बॉक्स की गति ज्यादातर मोटर चालित बॉल स्क्रू द्वारा संचालित होती है, जो स्पिंडल ड्राइव का कोर ट्रांसमिशन डिवाइस है। जैसे-जैसे स्पिंडल की गति उच्च और उच्च होती जा रही है और स्पिंडल जल्दी से गर्म हो जाता है, कई निर्माताओं ने स्पिंडल तापमान को अधिक प्रभावी ढंग से नियंत्रित करने और इसकी सटीकता सुनिश्चित करने के लिए ऑयल कूलिंग के बजाय ऑयल मिस्ट कूलिंग को अपनाया है।
स्पिंडल सिस्टम के दो मुख्य प्रकार हैं, एक पारंपरिक बोरिंग बार टेलीस्कोपिक संरचना है, जिसमें गहरे छेद वाले बोरिंग और उच्च-शक्ति काटने की विशेषताएं हैं; दूसरा आधुनिक हाई-स्पीड इलेक्ट्रिक स्पिंडल संरचना है, जिसमें उच्च गति, तेजी से चलने की गति और उच्च दक्षता, उच्च परिशुद्धता के फायदे हैं।
क्षैतिज बोरिंग और मिलिंग मशीनों पर उच्च गति वाले मोटर चालित स्पिंडल के अधिक से अधिक अनुप्रयोग हैं। धुरी की गति और सटीकता में बहुत सुधार करने के अलावा, यह हेडस्टॉक की आंतरिक संरचना को भी सरल करता है और विशेष रूप से उच्च गति काटने के लिए विनिर्माण चक्र को छोटा करता है।
10000r / मिनट से बड़ा। नुकसान यह है कि शक्ति सीमित है, इसकी निर्माण लागत अधिक है, विशेष रूप से गहरे छेद वाली मशीनिंग नहीं की जा सकती है। बोरिंग बार टेलिस्कोपिक संरचना में सीमित गति होती है, और सटीकता इलेक्ट्रिक स्पिंडल संरचना की तरह अच्छी नहीं होती है, लेकिन यह गहरे छेद प्रसंस्करण को अंजाम दे सकती है, उच्च शक्ति होती है, पूर्ण-लोड प्रसंस्करण कर सकती है, और उच्च दक्षता होती है, जो इलेक्ट्रिक स्पिंडल द्वारा बेजोड़ है। इसलिए, दो संरचनाएं अलग-अलग सह-अस्तित्व में हैंप्रक्रिया प्रदर्शन लेकिन उपयोगकर्ताओं को अधिक विकल्प प्रदान करते हैं।
एक बदली स्पिंडल प्रणाली भी विकसित की गई है, जिसमें एक मशीन का कार्य और दो कार्य हैं। उपयोगकर्ता इसे विभिन्न प्रसंस्करण वस्तुओं के अनुसार उपयोग करना चुन सकते हैं, अर्थात इलेक्ट्रिक स्पिंडल और बोरिंग बार को एक दूसरे से बदला जा सकता है। यह संरचना दो संरचनाओं की कमियों को ध्यान में रखती है और लागत को भी बहुत कम करती है। यह आज की हॉरिजॉन्टल बोरिंग और मिलिंग मशीन का एक बेहतरीन इनोवेशन है। इलेक्ट्रिक स्पिंडल के फायदे हाई-स्पीड कटिंग और रैपिड फीड में निहित हैं, जो मशीन टूल की सटीकता और दक्षता में बहुत सुधार करता है।
क्षैतिज बोरिंग और मिलिंग मशीन की चलने की गति अधिक और अधिक हो रही है, तेजी से चलने वाली गति 25-30 मीटर / मिनट तक पहुंचती है, और बोरिंग बार की अधिकतम गति 6000r / मिनट है। क्षैतिज मशीनिंग केंद्र की गति अधिक है, तीव्र गति 50m / मिनट जितनी अधिक है, त्वरण 5m / s2 है, स्थिति सटीकता 0.008 ~ 0.01mm है, और दोहराई गई स्थिति सटीकता 0.004 ~ 0.005mm है।
चूंकि फ्लोर मिलिंग और बोरिंग मशीन मुख्य रूप से बड़े हिस्से को प्रोसेस करती है, मिलिंग प्रक्रिया की एक विस्तृत श्रृंखला होती है, विशेष रूप से उच्च शक्ति और शक्तिशाली कटिंग फ्लोर मिलिंग और बोरिंग मशीन का एक प्रमुख प्रसंस्करण लाभ है, जो कि फर्श की पारंपरिक प्रक्रिया अवधारणा भी है। मिलिंग और बोरिंग मशीन। समकालीन फ्लोर मिलिंग और बोरिंग मशीनों का तकनीकी विकास पारंपरिक प्रक्रिया अवधारणा और प्रसंस्करण पद्धति को बदल रहा है। हाई-स्पीड मशीनिंग की प्रक्रिया अवधारणा पारंपरिक भारी-काटने की अवधारणा को बदल रही है, उच्च गति, उच्च परिशुद्धता और उच्च दक्षता के साथ प्रसंस्करण विधियों में बदलाव ला रही है, जो फर्श-प्रकार मिलिंग और बोरिंग मशीन के संरचनात्मक परिवर्तन को भी बढ़ावा देती है और तकनीकी स्तर में सुधार।

आज, फ्लोर-टाइप मिलिंग और बोरिंग मशीनों के विकास की सबसे बड़ी विशेषता हाई-स्पीड मिलिंग का विकास है, जो सभी रैम-टाइप (बोरिंग शाफ्ट के बिना) संरचनाएं हैं और विभिन्न प्रक्रिया प्रदर्शन के साथ विभिन्न मिलिंग हेड एक्सेसरीज से लैस हैं। इस संरचना के फायदे यह हैं कि राम में एक बड़ा क्रॉस-सेक्शन, अच्छा कठोरता, लंबा स्ट्रोक और तेज गति है, और विभिन्न कार्यात्मक सहायक उपकरण स्थापित करना आसान है, मुख्य रूप से उच्च गति वाले बोरिंग, मिलिंग हेड, दो-समन्वय डबल स्विंग कोण मिलिंग हेड, आदि। प्रदर्शन और प्रसंस्करण सीमा चरम पर पहुंच गई है, प्रसंस्करण गति और दक्षता में काफी सुधार हुआ है।
पारंपरिक मिलिंग को बोरिंग बार द्वारा संसाधित किया जाता है, जबकि आधुनिक मिलिंग ज्यादातर मेढ़ों के माध्यम से विभिन्न कार्यात्मक सामानों द्वारा पूरी की जाती है। पारंपरिक प्रसंस्करण को बदलने की प्रवृत्ति है। इसके फायदे न केवल मिलिंग की गति और दक्षता हैं, बल्कि पारंपरिक प्रसंस्करण विधियों द्वारा पॉलीहेड्रॉन और घुमावदार सतहों के प्रसंस्करण को पूरा करने की क्षमता भी पूरी नहीं की जा सकती है। इसलिए, कई निर्माता अपने आर्थिक और तकनीकी लाभों के कारण राम-प्रकार (बोरिंग शाफ्ट के बिना) उच्च गति वाले मशीनिंग केंद्रों को विकसित करने और उत्पादन करने के लिए प्रतिस्पर्धा कर रहे हैं, और मशीन टूल्स के तकनीकी स्तर और तकनीकी दायरे में काफी सुधार कर सकते हैं। इसी समय, मशीनिंग सटीकता और मशीनिंग दक्षता में सुधार होता है। बेशक, तकनीकी सहायता के लिए विभिन्न प्रकार के उच्च-सटीक मिलिंग हेड एक्सेसरीज की आवश्यकता होती है, और आवश्यकताएं भी बहुत अधिक होती हैं।
हाई-स्पीड मिलिंग ने फ्लोर-माउंटेड मिलिंग और बोरिंग मशीन में संरचनात्मक परिवर्तन लाए हैं। केंद्र में हेडस्टॉक के साथ संरचना अपेक्षाकृत सामान्य है, और इसकी कठोरता उच्च गति के संचालन के लिए उच्च और उपयुक्त है। रैम ड्राइव संरचना एक रैखिक गाइड रेल और रैखिक मोटर ड्राइव को गोद लेती है। उच्च गति काटने के लिए यह संरचना आवश्यक है। विदेशी निर्माताओं ने इसे फ्लोर-टाइप मिलिंग और बोरिंग मशीनों पर अपनाया है। इसी तरह के घरेलू उत्पाद दुर्लभ हैं। मार्गदर्शक। हाई-स्पीड मशीनिंग भी पर्यावरण और सुरक्षा के लिए उच्च आवश्यकताओं को सामने रखती है, जो सुखद बड़े पैमाने पर उत्पादन की अवधारणा को सामने लाती है। सभी निर्माता मशीन टूल के हाई-स्पीड ऑपरेशन के तहत लोगों की सुरक्षा सुरक्षा और संचालन क्षमता को बहुत महत्व देते हैं। पूरी तरह से संलग्न संरचना लागू की गई है, जो सुरक्षित और सुंदर दोनों है।
पारंपरिक क्षैतिज बोरिंग और मिलिंग मशीन मुख्य रूप से विभिन्न यांत्रिक भागों, विशेष रूप से यांत्रिक ट्रांसमिशन बॉक्स और विभिन्न घुमावदार सतह भागों के प्रसंस्करण के लिए उपयुक्त है। विभिन्न उपकरणों के तकनीकी स्तर में सुधार के कारण, यांत्रिक संरचना की आवश्यकताएं अधिक से अधिक सरल होती जा रही हैं, और कम संचरण भागों की आवश्यकता होती है, विशेष रूप से ट्रांसमिशन बॉक्स के रूप में उपयोग किए जाने वाले हिस्से कम और कम होंगे, यांत्रिक संचरण है ज्यादातर डायरेक्ट ड्राइव, और ट्रांसमिशन पार्ट्स हैं सटीक आवश्यकताएं बहुत अधिक हैं, जोक्षैतिज बोरिंग और मिलिंग मशीनों के तकनीकी प्रदर्शन पर उच्च आवश्यकताओं को आगे बढ़ाता है। इसलिए, पारंपरिक बोरिंग-शाफ्ट प्रकार की संरचना के रूप में, प्रसंस्करण वस्तुओं में कमी आती है और इसे बोरिंग-शाफ्ट-मुक्त इलेक्ट्रिक स्पिंडल द्वारा प्रतिस्थापित किया जाएगा, अर्थात उच्च गति मशीनिंग केंद्र विभिन्न भागों के प्रसंस्करण को पूरा करेगा। हाई-स्पीड मशीनिंग केंद्रों के लिए क्षैतिज बोरिंग और मिलिंग मशीनों का विकास, एक ओर प्रक्रिया के लिए अधिक अनुकूल है, और दूसरी ओर, यह प्रदर्शन स्तर और मशीनिंग सटीकता में भी सुधार करता है। बोरिंग और मिलिंग, साथ ही ड्रिलिंग और टैपिंग, सीएनसी स्विंग एंगल मिलिंग हेड एक्सेसरीज से लैस है, और विभिन्न घुमावदार शरीर के अंगों को भी संसाधित कर सकता है। एक लचीली प्रसंस्करण इकाई बनाने के लिए विनिमेय कार्यबल से लैस, जो भागों को बैचों में संसाधित कर सकता है।

फ्लोर-टाइप मिलिंग और बोरिंग मशीन मुख्य रूप से विभिन्न प्रोफाइल के बड़े और सुपर-बड़े हिस्सों को प्रोसेस करती है। साथ ही, यह एक रोटरी टेबल से भी लैस किया जा सकता है, जो रोटरी इंडेक्सिंग और रेडियल लीनियर मोशन कर सकता है, और इंडेक्सिंग के माध्यम से भागों के बहु-अनुक्रम प्रसंस्करण को पूरा कर सकता है, जो प्रक्रिया सीमा में काफी सुधार करता है। इटैलियन पामा (पामा) कंपनी द्वारा निर्मित फ्लोर-टाइप मिलिंग और बोरिंग मशीन विशेष रूप से एक टिल्टिंग एडजस्टेबल एंगल वर्कटेबल से लैस है, जो प्रोसेसिंग रेंज को और बढ़ाता है। उच्च-शक्ति और उच्च-दक्षता वाली कटिंग फ्लोर-टाइप मिलिंग और बोरिंग मशीनों का एक प्रमुख प्रसंस्करण लाभ
मशीनिंग केंद्र दो प्रकार के होते हैं: ऊर्ध्वाधर मशीनिंग केंद्र और क्षैतिज मशीनिंग केंद्र।
दोनों के बीच मुख्य अंतर टी हैवह Z-अक्ष संरचना. क्षैतिज मशीनिंग केंद्र का Z-अक्ष क्षैतिज रूप से नीचे की ओर चलता है, जबकि ऊर्ध्वाधर मशीनिंग केंद्र का Z-अक्ष लंबवत रूप से नीचे की ओर बढ़ता है।
इसके अलावा, उनके कार्य तालिकाओं, संचालन, प्रसंस्करण स्थितियों और कीमतों में कुछ अंतर हैं।
मशीनिंग केंद्र चुनते समय, ऊर्ध्वाधर या क्षैतिज का चुनाव मुख्य रूप से प्रसंस्करण वस्तु पर निर्भर करता है।
आइए एक साथ सीखें - वर्टिकल और हॉरिजॉन्टल मशीनिंग सेंटर मशीन टूल्स को सही तरीके से कैसे चुनें।
अंतरिक्ष में धुरी की स्थिति के अनुसार मशीनिंग केंद्रों को ऊर्ध्वाधर मशीनिंग केंद्रों और क्षैतिज मशीनिंग केंद्रों में विभाजित किया जा सकता है।
इन दो मशीनिंग केंद्रों के बीच कुछ अंतर हैं:
क्षैतिज मशीनिंग केंद्र और ऊर्ध्वाधर मशीनिंग केंद्र के बीच मुख्य अंतर Z- अक्ष संरचना में अंतर है।
प्रसंस्करण को पूरा करने के लिए क्षैतिज मशीनिंग केंद्र का Z- अक्ष (स्पिंडल अक्ष) क्षैतिज रूप से नीचे की ओर बढ़ता है।
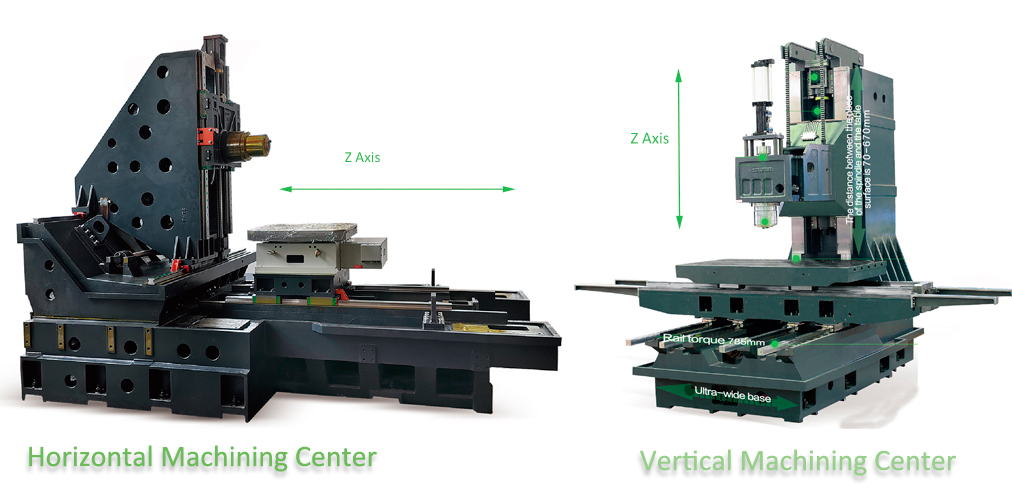
प्रसंस्करण को पूरा करने के लिए ऊर्ध्वाधर मशीनिंग केंद्र का जेड-अक्ष लंबवत रूप से नीचे की ओर बढ़ता है। इसलिए ऊर्ध्वाधर मशीनिंग केंद्रों की धुरी अक्ष ऊर्ध्वाधर दिशा में है।
क्षैतिज मशीनिंग केंद्र की तालिका केवल X या Y दिशा में जाने के लिए डिज़ाइन की गई है। टेबल आम तौर पर एक जालीदार स्क्रू होल टेबल के साथ एक रोटरी टेबल होती है, और एक विनिमेय डबल टेबल चुनना अपेक्षाकृत आसान होता है।
और आम तौर पर बोलना, क्षैतिज मशीनिंग केंद्रों में आमतौर पर बड़े टेबल आकार होते हैं।

वर्टिकल मशीनिंग सेंटर टेबल आमतौर पर क्रॉस-स्लाइड संरचना वाली एक टी-स्लॉट टेबल होती है। ऊर्ध्वाधर दिशा में गति के लिए जिम्मेदार गति तंत्र के दो सेट हैं। एक्स-दिशा फीड टेबल वाई-दिशा फीड के लिए जिम्मेदार गाइड रेल को कवर करती है।
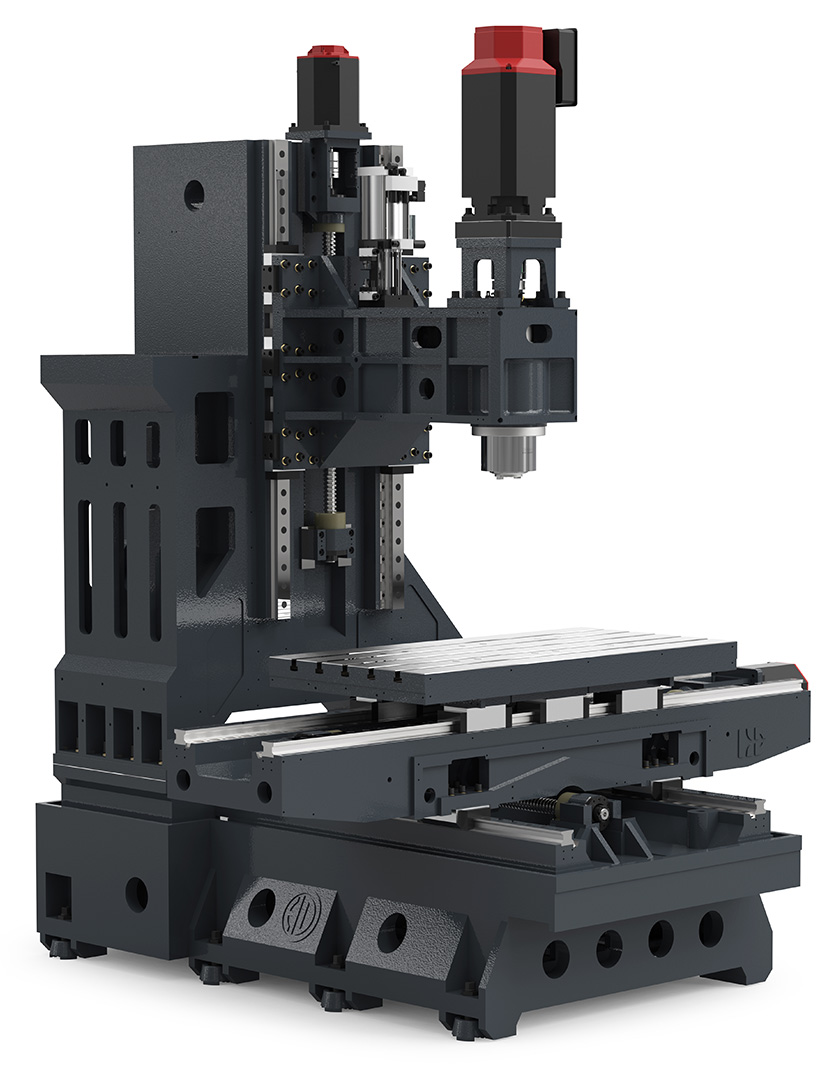
ऊर्ध्वाधर मशीनिंग केंद्र दबाना आसान है, संचालित करना आसान है, प्रसंस्करण स्थिति का निरीक्षण करना आसान है, और कार्यक्रम को डीबग करना आसान है। वर्टिकल मशीनिंग केंद्र अक्सर अधिक सटीक लेकिन उच्च परिशुद्धता की आवश्यकता वाले छोटे वर्कपीस पर उथले कटौती के लिए एंड मिल्स नामक लंबे बेलनाकार उपकरण का उपयोग करते हैं।
क्षैतिज मशीनिंग केंद्र द्वारा संसाधित वर्कपीस आम तौर पर अपेक्षाकृत बड़े होते हैं, उच्च स्तर के एकीकरण के साथ, दबाना अधिक कठिन होता है, प्रसंस्करण प्रक्रिया की निगरानी करना आसान नहीं होता है, और संचालित करना और डिबग करना अपेक्षाकृत कठिन होता है।
लेकिन एक ही टेबल के नीचे 2 मशीनों की यात्रा, भले ही यह एक बड़ा ऊर्ध्वाधर मशीनिंग केंद्र हो, इसकी तुलना करना अभी भी मुश्किल है एक क्षैतिज मशीनिंग केंद्र बड़े वर्कपीस को संसाधित करने के मामले में। बड़े लंबवत मशीनिंग केंद्र उन हिस्सों को प्रोसेस नहीं कर सकते जो बहुत ऊँचे हैं।
जबकि मशीनिंग अवतल सतहों पर बड़े ऊर्ध्वाधर मशीनिंग केंद्रों को चिप्स से प्रभावित होना अपेक्षाकृत आसान होता है, इसलिए बड़े वर्कपीस को मशीनिंग करते समय क्षैतिज मशीनिंग केंद्रों के फायदे होते हैं।
क्षैतिज मशीनिंग केंद्र सामग्री को निकालना आसान है और इसमें अपेक्षाकृत आदर्श मशीनिंग स्थितियां हैं।
जब ऊर्ध्वाधर मशीनिंग केंद्र गुहा या अवतल सतह को संसाधित करता है, तो चिप्स का निर्वहन करना आसान नहीं होता है। गंभीर मामलों में, उपकरण क्षतिग्रस्त हो जाएगा, मशीनी सतह क्षतिग्रस्त हो जाएगी, और सुचारू प्रसंस्करण प्रभावित होगा। उपकरण की स्थापना और वर्कपीस की क्लैम्पिंग पर विशेष ध्यान दिया जाना चाहिए।
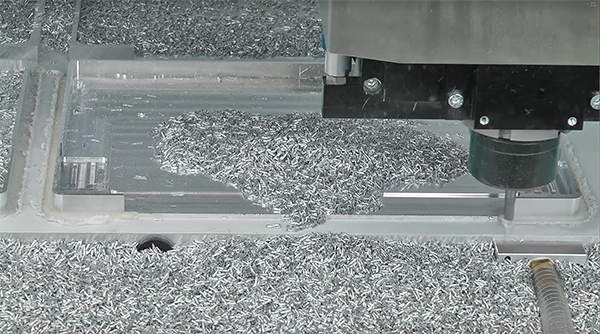
चिप निकासी प्रबंधन के बारे में: हमें यह सुनिश्चित करने की आवश्यकता क्यों है कि चिप सामग्री मशीन केबिन के अंदर, फिक्स्चर से, एक-दूसरे से, या वास्तव में किसी भी चीज़ से न चिपके?
चिप निकासी के साथ प्राथमिक चिंता यह है कि चिप्स, या मशीन की जा रही सामग्री के कण, आग का खतरा पैदा कर सकते हैं यदि वे मशीन केबिन के अंदर बनते और जमा होते हैं।
वे जुड़नार और अन्य मशीन घटकों जैसे सर्वो मोटर्स या स्पिंडल पर पहनने का कारण भी बन सकते हैं। मशीन के अंदर सतहों पर चिपके चिप्स गति या संचालन में बाधा उत्पन्न कर सकते हैं, जिससे क्रैश या अन्य यांत्रिक क्षति हो सकती है।
अंत में, चिप्स जो जुड़नार और भाग के बीच फंस जाते हैं, वे गड़गड़ाहट जैसे दोष पैदा कर सकते हैं।
इन कारणों से, यह सुनिश्चित करना महत्वपूर्ण है कि चिप सामग्री मशीन केबिन के अंदर किसी भी सतह पर न चिपके। इसे प्राप्त करने के लिए, ऑपरेटरों को मशीनिंग की जाने वाली सामग्रियों के प्रकार का मूल्यांकन करना चाहिए और नौकरी के लिए सर्वोत्तम प्रकार के शीतलक का चयन करना चाहिए, साथ ही प्रभावी चिप निकासी रणनीतियों को भी नियोजित करना चाहिए।
इसमें काटने के उपकरण के सही आकार और आकार का चयन करना, धुरी की गति को समायोजित करना, फ़ीड दरों और गहराई का अनुकूलन करना और उपयुक्त चिप ब्रेकर का उपयोग करना शामिल हो सकता है।
इन सबके अलावा नियमित निरीक्षण करना भी जरूरी हैऔर उपयोग में आने वाली मशीनों से चिप्स साफ करें।
ये सभी कदम यह सुनिश्चित करने में मदद करते हैं कि चिप निकासी कुशल और प्रभावी है।
सामान्य तौर पर, क्षैतिज मशीनिंग केंद्र ऊर्ध्वाधर प्रकारों की तुलना में अधिक महंगे होते हैं, क्योंकि प्रसंस्करण प्रौद्योगिकी और संरचना के मामले में क्षैतिज मशीनिंग केंद्र ऊर्ध्वाधर मशीनिंग केंद्र की तुलना में अधिक जटिल होता है।
दूसरे, क्षैतिज मशीनिंग केंद्र बनाने में सक्षम निर्माताओं की संख्या अपेक्षाकृत कम है। समान प्रसंस्करण रेंज वाले क्षैतिज मशीनिंग केंद्रों की कीमत है से दोगुना ऊँचा ऊर्ध्वाधर मशीनिंग केंद्रों की।
ऊर्ध्वाधर मशीनिंग केंद्र और क्षैतिज मशीनिंग केंद्र दो अलग-अलग मशीनिंग केंद्र हैं, और पसंद मुख्य रूप से प्रसंस्करण आवश्यकताओं पर आधारित है:
लंबवत मशीनिंग केंद्र एक छोटे से क्षेत्र पर कब्जा कर लेता है, इसकी एक सरल संरचना होती है, और इसकी अपेक्षाकृत कम कीमत होती है। यह क्लैम्पिंग कार्य के लिए सुविधाजनक है, प्रोग्राम को डिबग करना आसान है, और इसमें अनुप्रयोगों की एक विस्तृत श्रृंखला है, लेकिन यह उन भागों को संसाधित नहीं कर सकता है जो बहुत अधिक हैं। वर्कपीस की अपेक्षाकृत कम मात्रा के साथ पार्ट्स और अन्य वर्कपीस।
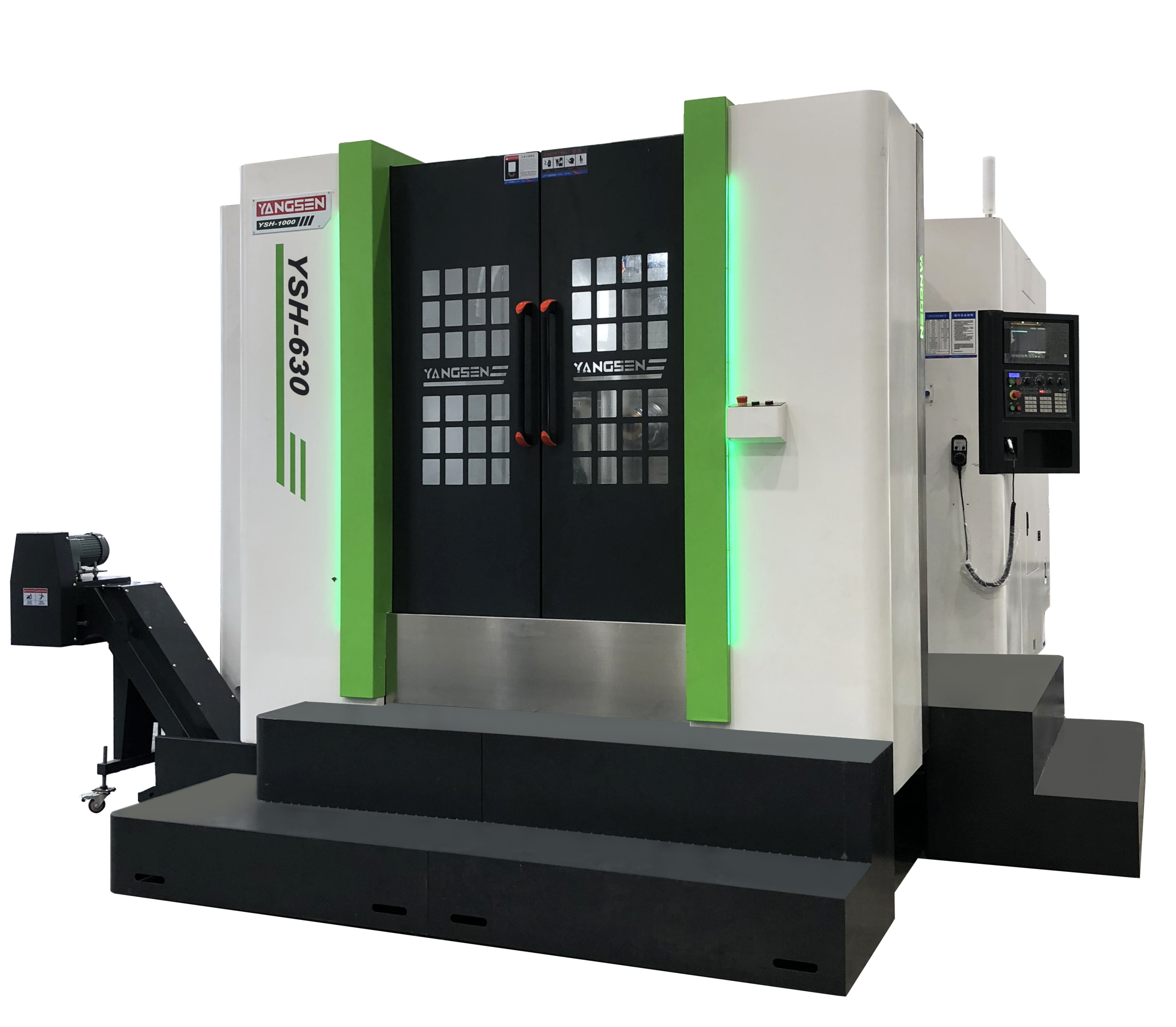
लंबवत सीएनसी मशीनिंग केंद्र विशेषताएं:
त्वरित और आसान टूल परिवर्तन के लिए टूल चेंजर्स, जिससे आप कई टूल्स के साथ जल्दी से जॉब सेट कर सकते हैं।
तेज उत्पादन समय और बेहतर उत्पादकता के लिए उच्च गति फ़ीड दर।
स्वचालित फूस परिवर्तक जो आपको मैन्युअल हस्तक्षेप की आवश्यकता के बिना विभिन्न नौकरियों के बीच त्वरित रूप से स्विच करने की अनुमति देता है।
उन्नत नियंत्रण प्रणाली
ऊर्ध्वाधर सीएनसी मशीनिंग केंद्रों का मुख्य लाभ यह है कि वे क्षैतिज मशीनिंग केंद्रों की तुलना में कम जगह घेरते हैं। यह उन्हें सीमित स्थान वाली छोटी दुकानों के लिए आदर्श बनाता है। इसके अतिरिक्त, ऊर्ध्वाधर मशीनिंग केंद्रों में आमतौर पर क्षैतिज मशीनिंग केंद्रों की तुलना में छोटे पदचिह्न होते हैं, जिससे उन्हें इधर-उधर जाने और अपनी दुकान में स्थापित करने में आसानी होती है।
क्षैतिज मशीनिंग केंद्र की मशीनिंग स्थिति कई पक्षों के मशीनिंग के साथ अपेक्षाकृत आदर्श है। यह एक क्लैम्पिंग के बाद बढ़ते सतह और शीर्ष सतह को छोड़कर शेष चार सतहों की मशीनिंग को पूरा कर सकता है। यह मशीनिंग बॉक्स भागों के लिए अधिक उपयुक्त है। कोण के सिर को जोड़ने के बाद, यह पेंटाहेड्रॉन मशीनिंग का एहसास कर सकता है। सामान्यतया, यदि ग्राहकों को अधिक जटिल सतह खत्म करने की प्रक्रिया की आवश्यकता होती है, तो वे क्षैतिज मशीनिंग केंद्र चुनेंगे।

• बढ़ी हुई उत्पादकता और लचीलेपन के लिए स्वचालित फूस परिवर्तक
• अतिरिक्त बहुमुखी प्रतिभा के लिए मॉड्यूलर उपकरण धारक
• तेज़ साइकिल समय के लिए हाई-स्पीड स्पिंडल
• अधिकतम दक्षता के लिए स्वचालित उपकरण परिवर्तक या बहु-उपकरण प्रणाली
• उपयोग में आसानी के लिए टचस्क्रीन प्रोग्रामिंग के साथ सीएनसी नियंत्रण प्रणाली
लंबवत सीएनसी मशीनिंग केंद्रों पर क्षैतिज सीएनसी मशीनिंग केंद्र चुनने के कई कारण हैं।
सबसे पहले, क्षैतिज मशीनिंग केंद्रों में ऊर्ध्वाधर मशीनिंग केंद्रों की तुलना में एक बड़ा काम करने वाला लिफ़ाफ़ा होता है, जिसका अर्थ है कि वे बड़े भागों को समायोजित कर सकते हैं।
दूसरा, क्षैतिज मशीनिंग केंद्रों में आमतौर पर ऊर्ध्वाधर मशीनिंग केंद्रों की तुलना में उच्च स्पिंडल गति और तेज चक्र समय होता है, जो उन्हें अधिक कुशल बनाता है।
तीसरा, क्षैतिज मशीनिंग केंद्र एक बड़े सतह क्षेत्र के साथ मशीनिंग भागों के लिए बेहतर अनुकूल होते हैं क्योंकि वे आसानी से भाग के सभी पक्षों तक पहुंच सकते हैं बिना इसे पुनर्स्थापित किए।
अंत में, क्षैतिज मशीनिंग केंद्रों में एक साथ कई उपकरण स्थापित करने की क्षमता होती है और इसे स्वचालित पैलेट परिवर्तकों से सुसज्जित किया जा सकता है
मशीनिंग केंद्र चुनते समय, चाहे एक ऊर्ध्वाधर मशीनिंग केंद्र या एक क्षैतिज मशीनिंग केंद्र चुनना हो, मुख्य रूप से इस बात पर निर्भर करता है कि किस वस्तु को संसाधित किया जाना है।
पारंपरिक मशीन टूल्स की तुलना में, सीएनसी मशीन टूल्स में निम्नलिखित विशेषताएं और अंतर हैं।

कंप्यूटर संख्यात्मक नियंत्रण - मशीनिंग ने निर्माण में क्रांति ला दी है। सीएनसी मशीनें अक्सर काम के लिए आवश्यक उपकरणों की जगह लेती हैं। निर्माता अक्सर उत्पादन उद्देश्यों के लिए सीएनसी मशीन का उपयोग करते हैं।
बड़ी मात्रा में उत्पादन करने के लिए डिज़ाइन किया गया, यह प्रभावी तीव्र उत्पादन क्षमता प्रदान करता है, जो आम तौर पर मशीनों को आकार देने, केंद्र-लेथ ग्राइंडर, राउटर और वर्टिकल मिलों द्वारा उत्पादित उत्पादों का उत्पादन कर सकता है। कंप्यूटर-संख्यात्मक नियंत्रण पारंपरिक तरीकों के विपरीत अतिरिक्त वित्तीय लाभ के साथ-साथ उत्पादन लाभ भी प्रदान करते हैं।
एक मशीन की सटीकता अद्वितीय है और इसकी सटीकता को कई उदाहरणों में दोहराया जा सकता है। तो, यह मुख्य उत्पाद की गुणवत्ता है।
मशीन की सटीकता की उम्मीद तभी की जानी चाहिए जब घटक सटीक रूप से उत्पादित हों। सीएनसी मशीनें इन जरूरतों को पूरा कर सकती हैं और निर्माण प्रक्रियाओं में उच्च परिशुद्धता की गारंटी भी दे सकती हैं।
सीएनसी मशीन टूल्स पर भागों को संसाधित करना अत्यधिक लचीला है, जो मुख्य रूप से प्रसंस्करण कार्यक्रम पर निर्भर करता है। यह सामान्य मशीन टूल्स से अलग है। सीएनसी मशीन टूल्स के निर्माण के लिए सीएनसी मशीन टूल्स की जरूरत नहीं है, कई सांचों और फिक्स्चर को बदलें, और मशीन टूल को बार-बार समायोजित करने की आवश्यकता नहीं है।
इसलिए, सीएनसी मशीन टूल्स उन अवसरों के लिए उपयुक्त हैं जहां संसाधित भागों को अक्सर बदल दिया जाता है, एकल-टुकड़ा, छोटे-बैच उत्पादन और नए उत्पाद विकास के लिए उपयुक्त होता है, जिससे उत्पादन तैयारी चक्र छोटा हो जाता है और बहुत सारी प्रक्रिया उपकरण लागत बचती है।
में शुरू हो रहा है सीएनसी मशीनिंग कम अनुभव के साथ और अभी भी उच्च गुणवत्ता पर उत्पादन कर रहा है। उत्पादों को आसानी से हजारों बार दोहराया जा सकता है जब आपको एक कस्टम टुकड़ा बनाने की आवश्यकता होती है तो पारंपरिक मशीनिंग अच्छी तरह से काम करती है।
यदि आपके पास उच्च उत्पादन कोटा है जहां आपको एक ही हिस्से को कई बार काटने की आवश्यकता होती है, सीएनसी मशीनिंग अधिक मायने रखता है।
सीएनसी मशीनरी आपको अपनी मशीनों को एक ही कट को बार-बार बनाने के लिए प्रोग्राम करने देती है। इसी तरह के टुकड़े बनाने के लिए पारंपरिक मशीनरी को एक अनुभवी ऑपरेटर की मदद की जरूरत होती है। और फिर भी, भागों के बीच अभी भी छोटे-छोटे अंतर हैं। सीएनसी मशीनरी को संचालित करने के लिए कम श्रम की आवश्यकता होती है
सीएनसी मशीन टूल्स की मशीनिंग सटीकता आम तौर पर 0.05-0.1 एमएम तक पहुंच सकती है। सीएनसी मशीन टूल्स को डिजिटल सिग्नल के रूप में नियंत्रित किया जाता है।
हर बार सीएनसी डिवाइस एक पल्स सिग्नल को आउटपुट करता है, मशीन टूल के मूविंग पार्ट्स एक पल्स समकक्ष (आमतौर पर 0.0O1MM) को स्थानांतरित करते हैं, और मशीन टूल के फीड ट्रांसमिशन चेन के बैकलैश और स्क्रू पिच की औसत त्रुटि की भरपाई की जा सकती है। संख्यात्मक नियंत्रण उपकरण। इसलिए, संख्यात्मक नियंत्रण मशीन उपकरण की स्थिति सटीकता अपेक्षाकृत अधिक है।

भागों के एक ही बैच को संसाधित किया जाता है, एक ही मशीन उपकरण पर, एक ही प्रसंस्करण शर्तों के तहत, एक ही उपकरण और प्रसंस्करण कार्यक्रम का उपयोग करते हुए, उपकरण प्रक्षेपवक्र बिल्कुल समान होता है, भागों की स्थिरता अच्छी होती है, और गुणवत्ता स्थिर होती है।
एक बार सीएनसी मशीन में डिजाइन पैरामीटर और विशिष्टताओं को दर्ज करने के बाद, यह लगातार बड़ी मात्रा में निष्पादित करता है और लचीला मापनीयता प्रदान करता है।
सीएनसी मशीन टूल्स प्रसंस्करण समय और भागों के सहायक समय को प्रभावी ढंग से कम कर सकते हैं। सीएनसी मशीन टूल की स्पिंडल स्पीड का पांच-अक्ष लिंकेज मशीनिंग सेंटर और फीड रेट की रेंज बड़ी है, जिससे मशीन टूल को बड़ी मात्रा में कटिंग के साथ शक्तिशाली कटिंग करने की अनुमति मिलती है। सीएनसी मशीन टूल्स हाई-स्पीड मशीनिंग के युग में प्रवेश कर रहे हैं।
सीएनसी मशीन टूल्स और हाई-स्पीड कटिंग प्रोसेसिंग के चलते भागों की तीव्र गति और स्थिति ने उत्पादकता में बहुत सुधार किया है।
इसके अलावा, यह एक मशीन टूल पर कई प्रक्रियाओं के निरंतर प्रसंस्करण को महसूस करने के लिए मशीनिंग सेंटर के टूल पत्रिका के संयोजन के साथ प्रयोग किया जाता है, अर्ध-तैयार उत्पादों के लिए प्रक्रियाओं के बीच टर्नअराउंड समय को कम करता है और उत्पादकता में सुधार करता है।
CNC मशीनिंग के लिए कम से कम 50% मरम्मत और कम श्रम की आवश्यकता होती है।
ऑपरेटर ने विशेष शासकों और गेज का उपयोग किया जो बेहतर सटीकता के लिए नियंत्रण लीवर में एम्बेडेड होते हैं। सीएनसी मशीनिंग कार्यकर्ता सुरक्षा के लाभ सीएनसी मशीन ऑपरेटर सुरक्षात्मक निर्माण के पीछे किसी भी तेज भागों से सुरक्षित है।
ऑपरेटर कांच के माध्यम से मशीन टूल में क्या चल रहा है यह देख सकता है। ऑपरेटर को स्पिंडल या मिल के करीब जाने की आवश्यकता नहीं है। ऑपरेटर को कूलिंग फ्लुइड्स के पास नहीं आना पड़ता है।
कुछ तरल पदार्थ चिकित्सा देखभाल के लिए खतरनाक होते हैं, और सैन्य और एयरोस्पेस उद्योगों को सटीक भागों की आवश्यकता होती है, और उनकी सहनशीलता +/- .0005 मिमी तक सख्त होनी चाहिए, जो पारंपरिक मशीनिंग के साथ हासिल करना मुश्किल है।
मैनुअल और सीएनसी मशीनिंग के बीच मुख्य अंतर समय की आवश्यकताएं हैं। चूंकि सीएनसी मशीनिंग प्रक्रिया स्वचालित है, इसलिए कई मशीनिंग इकाइयों को एक साथ संचालित करना संभव हो सकता है। मैनुअल प्रक्रियाओं के लिए एक प्रशिक्षित कर्मचारी की आवश्यकता होती है जो हर मशीन को संचालित कर सके।
सीएनसी-मशीनीकृत भाग तेज संचालन और कम लागत की अनुमति देते हैं। फिर भी, मशीनिंग और मैनुअल मशीनिंग दोनों अलग-अलग लाभ प्रदान करते हैं।
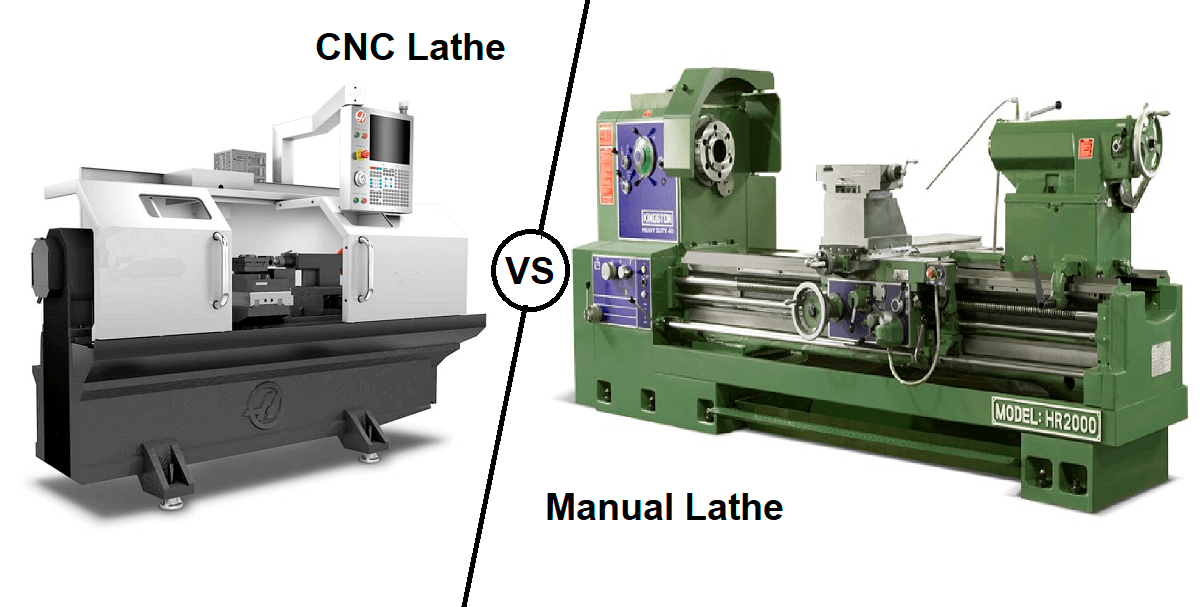
जब उन्नत डिज़ाइन सॉफ़्टवेयर के साथ मिलकर उपयोग किया जाता है, तो सीएनसी मशीनें ऐसे आउटपुट बनाती हैं जिन्हें मैन्युअल मशीनों द्वारा दोहराया नहीं जा सकता। यहां तक कि सबसे प्रतिभाशाली इंजीनियर सीएनसी मशीनों के स्तर तक पारंपरिक मशीनों का उपयोग नहीं कर सकते क्योंकि वे उन्नत सॉफ़्टवेयर का उपयोग करते हैं। ये मशीनें किसी भी आकार, आकार या बनावट की आवश्यकता का उत्पादन कर सकती हैं।
उन्नत डिज़ाइन सॉफ़्टवेयर के साथ उपयोग किए जाने पर सीएनसी मशीनें आउटपुट बनाती हैं जिन्हें मैन्युअल मशीनों द्वारा पुन: उत्पन्न नहीं किया जा सकता है। मशीनें विभिन्न प्रकार के आकार, बनावट और आकार का उत्पादन कर सकती हैं।
जब आप डिज़ाइन पैरामीटर और विनिर्देशों को इनपुट करते हैं तो सीएनसी मशीनें लगातार वांछित मात्राओं को निष्पादित करती हैं और लचीली मापनीयता प्रदान करती हैं।
सीएनसी मशीनें त्वरित परिणाम प्रदान करती हैं, जिससे उच्च मांगों को पूरा करना आसान हो जाता है। वे दिन-रात काम करते हैं।

प्रसंस्करण से पहले सीएनसी मशीन टूल को समायोजित करने के बाद, प्रोग्राम इनपुट और शुरू होता है, और मशीन टूल प्रसंस्करण पूरा होने तक स्वचालित रूप से और लगातार प्रक्रिया कर सकता है।
ऑपरेटर को जो करना है वह केवल प्रोग्राम इनपुट, एडिटिंग, पार्ट लोडिंग और अनलोडिंग, टूल तैयारी, मशीनिंग स्थिति अवलोकन, पार्ट इंस्पेक्शन इत्यादि है।
श्रम तीव्रता काफी कम हो जाती है, और मशीन टूल ऑपरेटर का श्रम बौद्धिक कार्य हो जाता है। इसके अलावा, मशीन टूल्स आम तौर पर संयुक्त होते हैं, जो साफ और सुरक्षित होते हैं।
उत्पादन प्रबंधन के लिए आधुनिक सीएनसी मशीन टूल्स के प्रसंस्करण का उपयोग, प्रसंस्करण समय का सटीक अनुमान लगाया जा सकता है, उपयोग किए जाने वाले उपकरण और जुड़नार मानकीकृत, आधुनिकीकृत प्रबंधन और प्रसंस्करण जानकारी के मानकीकरण को प्राप्त करना आसान है।
इसे कंप्यूटर एडेड डिजाइन और मैन्युफैक्चरिंग (सीएडी/सीएएम) के साथ एकीकृत किया गया है और यह आधुनिक एकीकृत विनिर्माण प्रौद्योगिकी का आधार है।
पारंपरिक मशीनिंग लागत न्यूनतम हैं और परियोजनाओं के छोटे बैचों के लिए उपयोग की जा सकती हैं। सीएनसी मशीनों का उपयोग बड़े पैमाने पर निर्माण के लिए किया जाता है लेकिन तुलनात्मक रूप से छोटी परियोजनाओं के लिए लाभहीन रूप से उपयोग किया जा सकता है।
कट-आउट निर्देश पुस्तिका के साथ डिजिटल फ़ाइल के साथ सीएनसी मशीनिंग को स्वचालित करना आवश्यक है। सीएनसी मशीन निर्माण प्रक्रियाओं, इसलिए, सीएनसी मशीनों के साथ इंटरफेस करने के लिए डिजिटल उपकरण विकसित करने के लिए कई उपकरणों और इंजीनियरों और मशीनरों की आवश्यकता होती है।
इस मशीन को डिजिटल निर्देशों के एक अनुप्रयोग के माध्यम से आसानी से नियंत्रित किया जा सकता है और कंप्यूटर सॉफ्टवेयर (सीएडी) में डिजाइन शुरू होता है। कंप्यूटर जनित 3-डी मॉडल अंतिम टुकड़े के लिए आवश्यक आयामों को निर्धारित करता है।
चूंकि CADCAM कई सॉफ्टवेयर प्रोग्रामों के साथ शामिल है, यह समान कार्यक्रमों के उत्पादन को जारी रखने की अनुमति देता है।